 Welkom bij de tiende V8 update! :)
Welkom bij de tiende V8 update! :)
De tijd vliegt: de vorige update was april 2017, bijna anderhalf jaar geleden. Ik heb uiteraard niet stil gezeten — dat doe ik nooit — dat zul je zien in dit bericht.
31 Maart 2017 bezocht ik Technica, dé wereldberoemde elektronicawinkel van Nijmegen en verre omstreken. Ik koop daar sinds meer dan dertig jaar alles wat met lampjes en schakelingen te maken heeft.
 Technica is sinds enige tijd in nieuwe handen, en wel in die van Marc van Blijderveen, een enthousiaste en zeer vaardige elektronica-expert. Ik kwam met hem in gesprek over het ontwikkelen van een waarschuwingssysteem voor mijn water-methanolinjectie: omdat de vloeistof zich in de dichte achterbrug bevindt, kan ik het niveau ervan niet checken. En een te laag niveau is niet wenselijk (lees: gevaarlijk) want als de motor water-methanol verwacht en het komt niet, kan het blok in een oogwenk zwaar beschadigen.
Technica is sinds enige tijd in nieuwe handen, en wel in die van Marc van Blijderveen, een enthousiaste en zeer vaardige elektronica-expert. Ik kwam met hem in gesprek over het ontwikkelen van een waarschuwingssysteem voor mijn water-methanolinjectie: omdat de vloeistof zich in de dichte achterbrug bevindt, kan ik het niveau ervan niet checken. En een te laag niveau is niet wenselijk (lees: gevaarlijk) want als de motor water-methanol verwacht en het komt niet, kan het blok in een oogwenk zwaar beschadigen.
 Marc stelde voor twee doorspoel-sensoren in te zetten. Dit zijn schoepenwieltjes die vloeistofhoeveelheden kunnen registreren middels pulsen, vergelijkbaar met de ‘benzinemolentjes’ die je nog wel kent van tankstations. Alleen zijn deze veel kleiner, en komen uit koffiezetapparaten.
Marc stelde voor twee doorspoel-sensoren in te zetten. Dit zijn schoepenwieltjes die vloeistofhoeveelheden kunnen registreren middels pulsen, vergelijkbaar met de ‘benzinemolentjes’ die je nog wel kent van tankstations. Alleen zijn deze veel kleiner, en komen uit koffiezetapparaten.
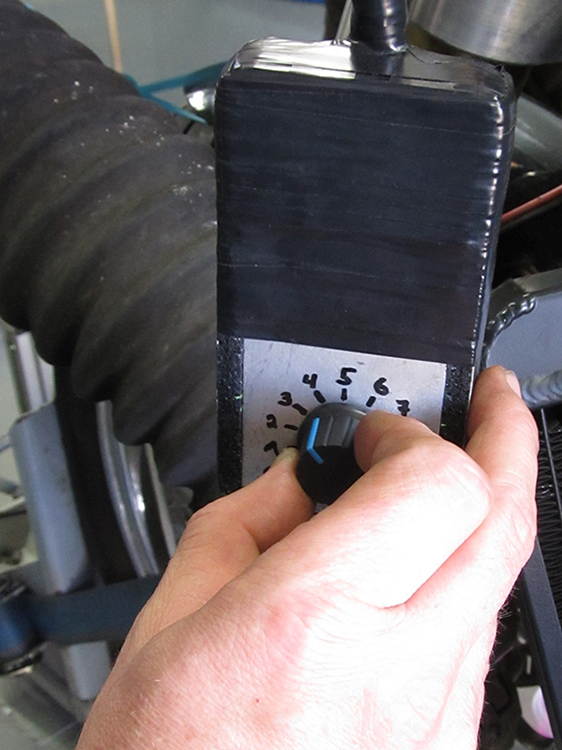
 Marc ontwierp een elektronische schakeling op basis van de Arduino Mini, met een externe LED-schakelaar waarmee je de teller zowel kunt configureren als resetten.
Marc ontwierp een elektronische schakeling op basis van de Arduino Mini, met een externe LED-schakelaar waarmee je de teller zowel kunt configureren als resetten.

Naast de hardware kwam daar ook het nodige programmeerwerk bij kijken.
 Klein maar fijn, deze schakeling.
Klein maar fijn, deze schakeling.
 Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.
Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.

Deze bleek te liggen in defecte spoelen. Nadat deze vervangen waren …

… verbeterde Marc de software nog een beetje en verliep de test succesvol.
Het systeem werkt nu als volgt: de beide spoelen tellen de pulsen en daarmee de hoeveelheid water-methanol dat de achterbrug verlaat. Zodra 80% van het totale volume is geteld, geeft de Arduino een signaal naar het motormanagement dat het vloeistofniveau laag is. Op dat moment moet het testen (of rijden) stoppen en het systeem bijgevuld worden.

Check check double check: de beide nozzles geven een prachtige nevel, en het systeem waarschuwt op tijd.

Ondertussen legde Peter de laatste hand aan de kabelboom, en aan het onmisbare schema.

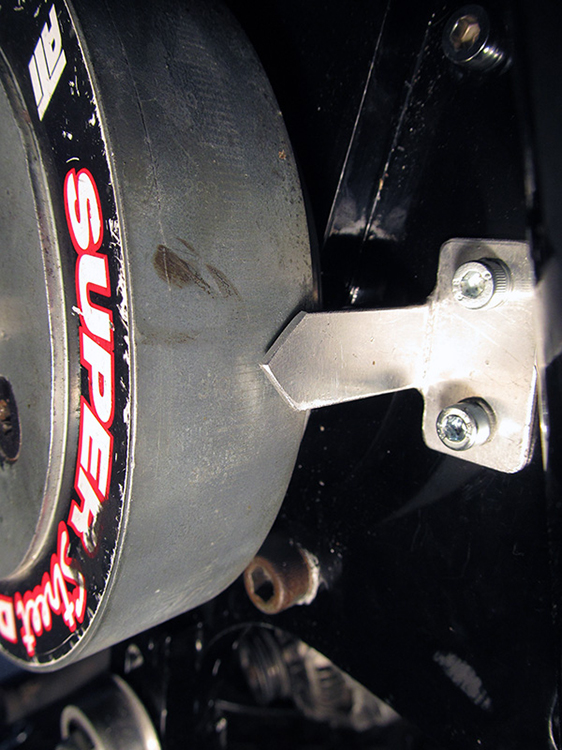
We besloten het testen wat veiliger te maken. We vreesden namelijk dat de achterband het zou begeven tijden het testen, dus verving ik de motorband (r) door een autoband van een Aston Martin DB7 (l), eentje die hoge snelheden en belastingen aan kan.

Op 18 september 2017 was de eerste testdag gepland. De eerste test met nieuwe motorblok, nieuw motormanagement, nieuwe kabelboom, nieuw inlaatspruitstuk, nieuwe bobines, verbeterd watermethanolsysteem, andere achterband, meer sensoren en nog veel meer nieuw en verbeterd. Afijn, zie update 9.
Het zou echter geen bijster succesvolle dag worden: slechts één van de vier lambda-sondes werkte en, zeker zo belemmerend …

… de krukas bleek geen volledige slag te kunnen maken. We vermoedden dat de nieuwe krukasmoeren nét iets langer waren dan die van het oude blok en zodoende de oilpan schampten. We gluurden in de (nog gemonteerde) oliepan met een camera …

… en zagen dat dat inderdaad het geval was. Niet starten dus. Bummer.
 Tja. En wat doe je dan? De oilpan er helemaal af halen. Maar om dat te kunnen doen, moest het frame gesplitst worden en de hele voorkant gedemonteerd. Te beginnen bij de blije roze koelvloeistof.
Tja. En wat doe je dan? De oilpan er helemaal af halen. Maar om dat te kunnen doen, moest het frame gesplitst worden en de hele voorkant gedemonteerd. Te beginnen bij de blije roze koelvloeistof.

Desondanks was het een nuttig samenzijn omdat Niels, Peter en ik de puntjes op de i konden zetten wat betreft het motormanagement, de nieuwe sensoren en het bedradingsschema.

De pijltjes tonen waar de bouten de oilpan schampen.

Met een winkelhaak, een liniaal en een paar griptangen construeerde ik een systeem om de wanddikte van de oilpan te kunnen bepalen …
 … om zeker te zijn dat ik niet teveel en niet te weinig aluminium weg zou halen.
… om zeker te zijn dat ik niet teveel en niet te weinig aluminium weg zou halen.
 En toen ik toch bezig was, heb ik maar meteen een indicator voor de ontsteking gemaakt; deze wijst op de gradenaanduiding van de balancer.
En toen ik toch bezig was, heb ik maar meteen een indicator voor de ontsteking gemaakt; deze wijst op de gradenaanduiding van de balancer.

19 oktober 2017: testdag! Het bepalen van TDC (Top Dead Center) nam veel tijd in beslag maar de meeste tijd ging helaas zitten in het configureren van de nieuwe oliedruksensor (r). We hebben de verschillende waarden ervan doorgemeten met de multimeter terwijl er een compressor en een drukmeter op aangesloten waren. Vervolgens maakte Niels in Excel een spreadsheet met 1.024 waarden die we in het motormanagement konden ingeven. En wég was de dag.

21 oktober 2017: weer een testdag, twee dagen later. De nieuwe motor startte zonder enig probleem, en liep direct als een zonnetje.

Voor het eerst sinds twintig maanden weer een motorgeluid! Peter stelt hier de ontsteking in.
In tegenstelling tot het eerste blok werd deze wél goed ingereden: 20 minuten op 1.700 toeren …
 … met lichte rem om de motor wat te belasten. En vervolgens werd de motor getuned tot 3.000 toeren, klaar voor straatgebruik.
… met lichte rem om de motor wat te belasten. En vervolgens werd de motor getuned tot 3.000 toeren, klaar voor straatgebruik.

Bougies eruit om de kleur te checken: helemaal goed.

Tevreden smoelwerken op de 21ste oktober 2017. ;)

In de weken daarna kortte Peter de onnodig lange lambda-kabels in: bovenin het verwijderde deel, onderin het resultaat …
 … en werd constructeur en tractorpuller Josef Siebers gevraagd om de testbank te versterken.
… en werd constructeur en tractorpuller Josef Siebers gevraagd om de testbank te versterken.
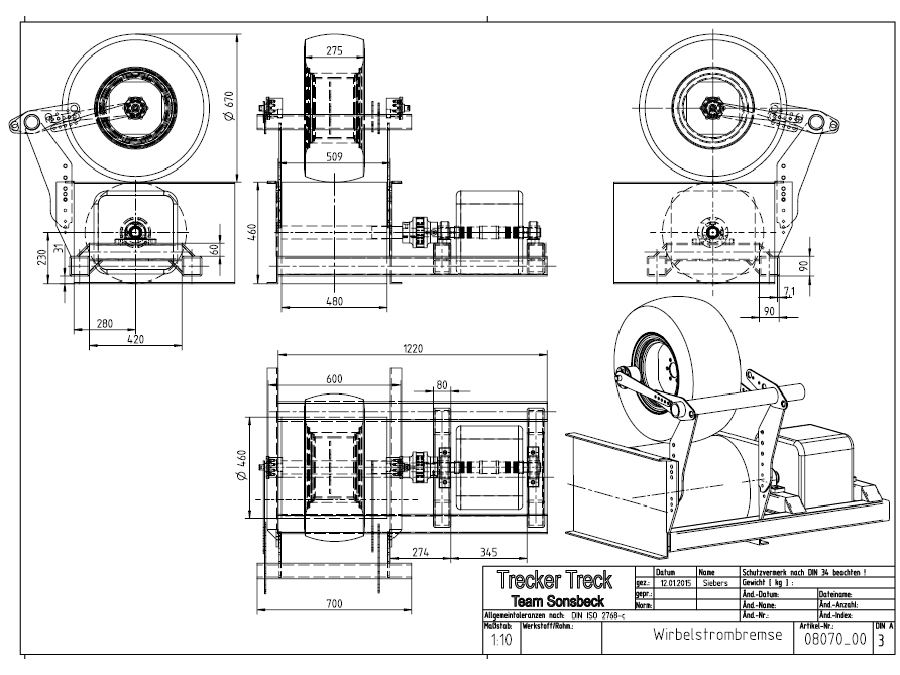
Hij tekende de constructie die moet voorkomen dat de motor tijdens het testen naar voren kan schieten en dwars door de achterwand van de testruimte knalt. Een dergelijke situatie zou zich kunnen voordoen als de voorvork breekt door de voorwaartse kracht van de motor: het achterwiel verplaatst zich dan van de rol naar het statische deel van de bank, met alle gevolgen van dien.
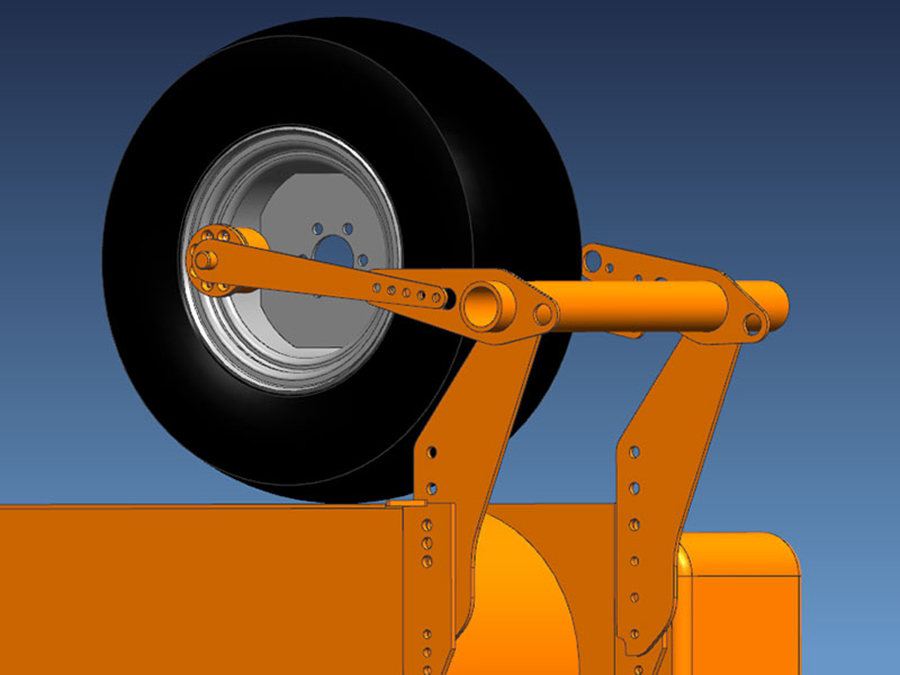
De constructie is verstelbaar over alle drie assen, zodat het ook voor andere motorfietsen te gebruiken is.

Peter laste de statische delen aan de achterkant van de testbank.
 Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.
Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.

… en bevestigde deze aan de constructie. Het wiel, en daarmee de motor, kan nog naar boven en beneden maar zeker niet meer naar voren.
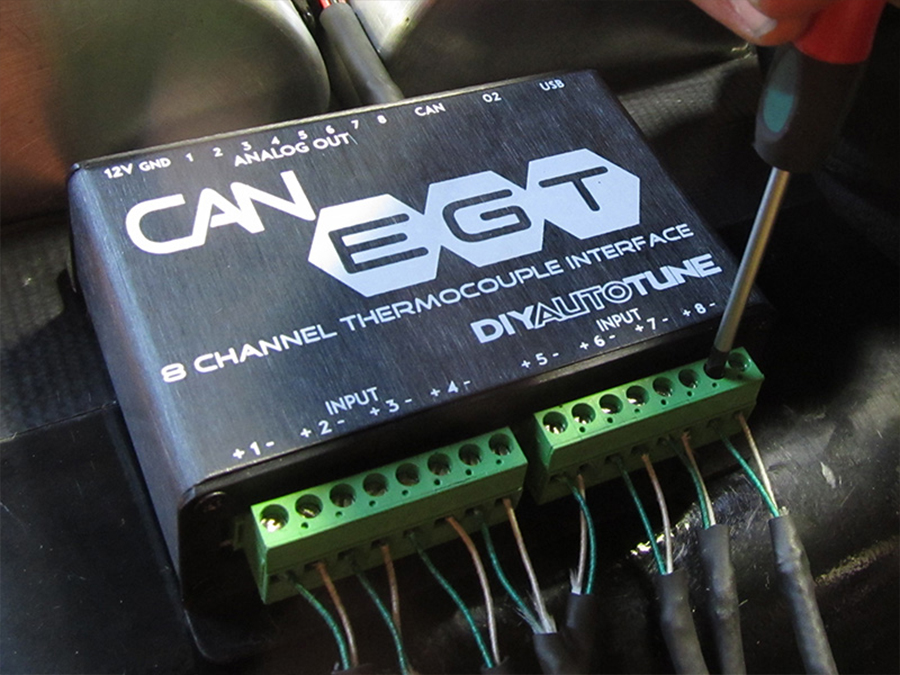
Op de tank werd een zogenaamde CAN EGT module bevestigd: deze werd gekoppeld aan het motormanagementsysteem en aan de acht EGT-sensoren. Zij meten de temperatuur van de uitlaatgassen in elke cilinder. Dit geeft veel nuttige (noodzakelijke…) informatie over het brandstof-luchtmengsel.

Het toch al informatierijke scherm werd uitgebreid met de acht outputs van de EGT module, rechts van het midden.

Links en rechts van het blok werden zogenaamde knocksensoren geplaatst: kloppen (knock) is erg gevaarlijk, het kan de motor helemaal kapot maken. De sensoren werden aangesloten op een uitleesmodule …
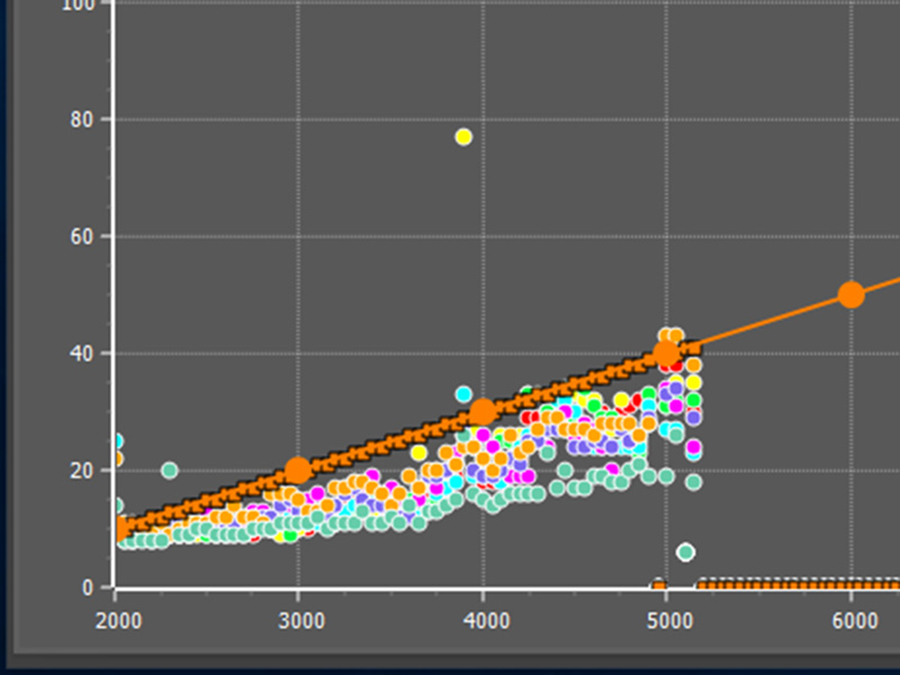
… die tijdens het testen z’n gegevens doorgaf aan een beeldscherm. Het streven is om de gekleurde bolletjes (die het kloppen representeren) onder de oranje lijn te houden.
 Zoals gezegd: de motor kon niet meer naar voren maar blijkbaar nog wel naar boven: zie het glimmende oppervlakte van de band. De motor accelereerde zo snel dat de band te weinig grip had op de rol van de testbank. Daardoor maten we slechts 250pk aan het achterwiel. Ook de hoge temperatuur van de band bevestigde ons vermoeden. Werk aan de winkel.
Zoals gezegd: de motor kon niet meer naar voren maar blijkbaar nog wel naar boven: zie het glimmende oppervlakte van de band. De motor accelereerde zo snel dat de band te weinig grip had op de rol van de testbank. Daardoor maten we slechts 250pk aan het achterwiel. Ook de hoge temperatuur van de band bevestigde ons vermoeden. Werk aan de winkel.
 En weer werden er twee sensoren toegevoegd aan het toch al indrukwekkende lijstje. Eentje om de wielslip op de aandrijfrol te checken, en eentje om de koppelingsslip te meten. Peter tekent ze af.
En weer werden er twee sensoren toegevoegd aan het toch al indrukwekkende lijstje. Eentje om de wielslip op de aandrijfrol te checken, en eentje om de koppelingsslip te meten. Peter tekent ze af.

De motor mag dus niet alleen niet naar voren (zie constructie) maar ook niet omhoog …
 … dus maakte ik twee beugels die, met zware spanbanden, het achterwiel op de rol trekken.
… dus maakte ik twee beugels die, met zware spanbanden, het achterwiel op de rol trekken.

Peter had intussen de grip van de rol aanzienlijk vergroot door deze met een speciaal soort gravel te coaten.

De combinatie spanbanden en gravelcoating wierp tijdens de testdag op 30 maart 2018 z’n vruchten af: de sensoren gaven geen wielslip aan, wat duidelijk te zien is aan de ruwheid van de band. Ook van koppelingsslip was gelukkig geen sprake. Missie geslaagd.

De neerwaartse druk was zelfs zo hoog dat een deel van de coating er niet tegen bestand bleek.

De dag stond in het teken van afstellen van het mengsel. De motor moest aan de bak, zoals je ziet.

Verder het vertrouwde beeld: testen, nabespreken van de meetresultaten, finetunen, en weer testen.

Alles heel gebleven, en stapje voor stapje verder gekomen. Verdiende biertjes.

Als intermezzo heb ik in de wintermaanden een hydraulische hefbrug gebouwd. Ik besloot er zelf een te bouwen omdat een fatsoenlijke hefbrug die zware motoren als de mijne (530+ kg) kan tillen rond de 2.000 Euro kost. Voor dat geld bouw ik er zelf een. En dat is natuurlijk ook veel leuker.
Dus concepten bekeken op internet, en uiteindelijk zelf een brug met dubbele schaar ontworpen.
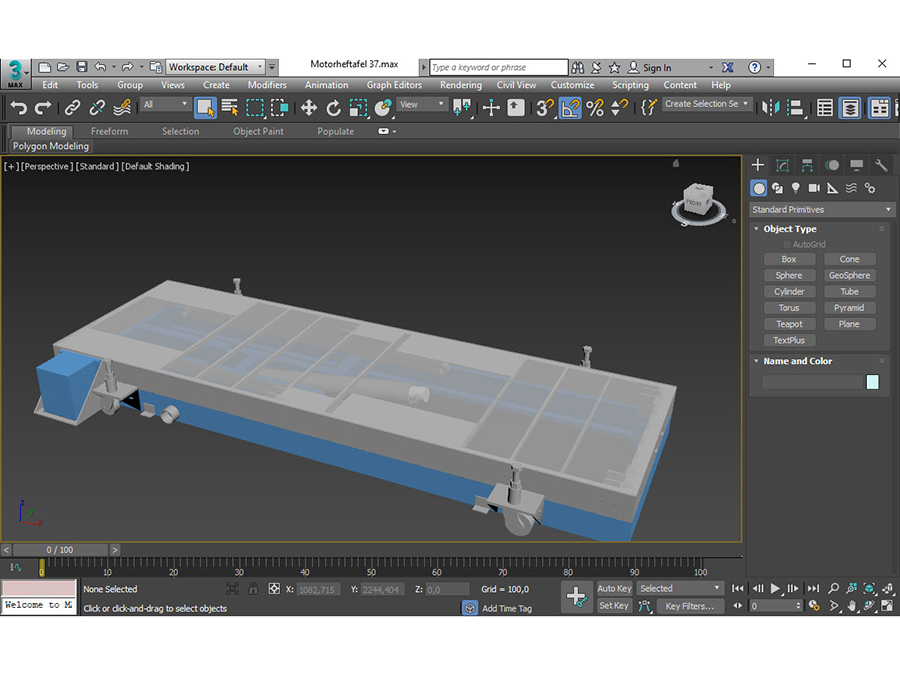
In de laagste staand is de brug slechts 20cm hoog. En verrijdbaar met vier zware stalen zwenkwielen.

Aftekenen, inkorten, draaien, frezen en lassen.
Ik heb niet bezuinigd op kracht noch op gewicht: alleen al de hydraulische cilinder weegt ruim 23 kg, heeft een uitschuifbare stang met een doorsnede van 60mm en een slag van 550mm. En kan maar liefst 6,9 ton wegdrukken.

Hier zie je de hydraulische handpomp. Robuuster dan een elektrische, en beduidend goedkoper. Ik heb een snelkoppeling in het systeem gemaakt zodat het pompsysteem, nadat de tafel op hoogte gebracht is, in z’n geheel gedemonteerd kan worden.
 De meeste ‘normale’ hefbruggen maken gebruik van teflon glijders. Ik ben meer van echte lagers en stalen wielen.
De meeste ‘normale’ hefbruggen maken gebruik van teflon glijders. Ik ben meer van echte lagers en stalen wielen.

Onverwoestbaar.

Om het hydraulische systeem te ontlasten, maakte ik zes staanders met in hoogte verstelbare binnenpoten die met pinnen gefixeerd kunnen worden. Ook de zwenkwielen maakte ik zelf.
De eerste test vond plaats met trottoirbanden en betontegels: eens kijken wat de brug tillen kan. Dat verliep vlekkeloos. Zie filmpje.
Hierin zie je ook het rolsysteem van de brug: met een koevoet til ik de brug eerst op, en vervolgens draai ik de zwenkwielen naar beneden.

Ik heb vervolgens alle delen laten stralen en poedercoaten bij de firma Teuwsen in Kranenburg. Prima werk voor een goede prijs.

De brug op hoogte, met de zes poten om de hydrauliek te ontlasten.
 Een speciale oprijplaat gemaakt, en met zware U-profielen versterkt aan de onderkant.
Een speciale oprijplaat gemaakt, en met zware U-profielen versterkt aan de onderkant.

Motor erop …

… en probleemloos de hoogte in. Spanbandjes eraan, check.

12 mei: testdag! Zwaar bepakt en bezakt naar Peter: gereedschappen en onderdelen in de koffer, 20 liter benzine Shell Racing (octaangehalte 100) aan de zijkant, laptop op de rug.
Links Peters jongste zoon Tim, die zich uiteraard ook op twee wielen verplaatst.

Voorbespreking met Peter en Niels: de stand van zaken, en de volgorde van de komende tests bepalen.

De ontsteking werd in stappen van twee graden vervroegd, en het water-methanolsysteem werd ingezet, met wisselend succes: de koeling ervan werkte prima, de Arduino-teller helaas niet. We vermoeden vervuiling in de spoeltjes en plaatsen dus filters.

De aansluiting van de uitlaat op de cilinderkop lekte: zie zwarte roet.

De pakking scheurde en bleek helaas niet in één stuk te verwijderen. Dus moest de hele linker uitlaat eraf, en dat was een tijdrovende klus, temeer omdat de motor nogal op bedrijfstemperatuur was. Als in: heet.
En ongelukken komen nooit alleen: m’n laptop begon ineens hardnekkig Windows 10 te updaten, en liep daar vervolgens in vast. Vervolgens begon de PC van Peter Java te updaten, en ook dat mislukte.

Toen Peter bij de laatste test de rem van de testbank inzette, eindigde de dag in een vonkenregen: daar was zonder twijfel iets stuk gegaan.
Het goede nieuws die dag was het resultaat van de voorlaatste test:
400,3 pk aan het achterwiel bij een koppel van 537,9 Nm en 1,09 bar turbodruk. Voor het eerst door de 400 pk grens gebroken! :)
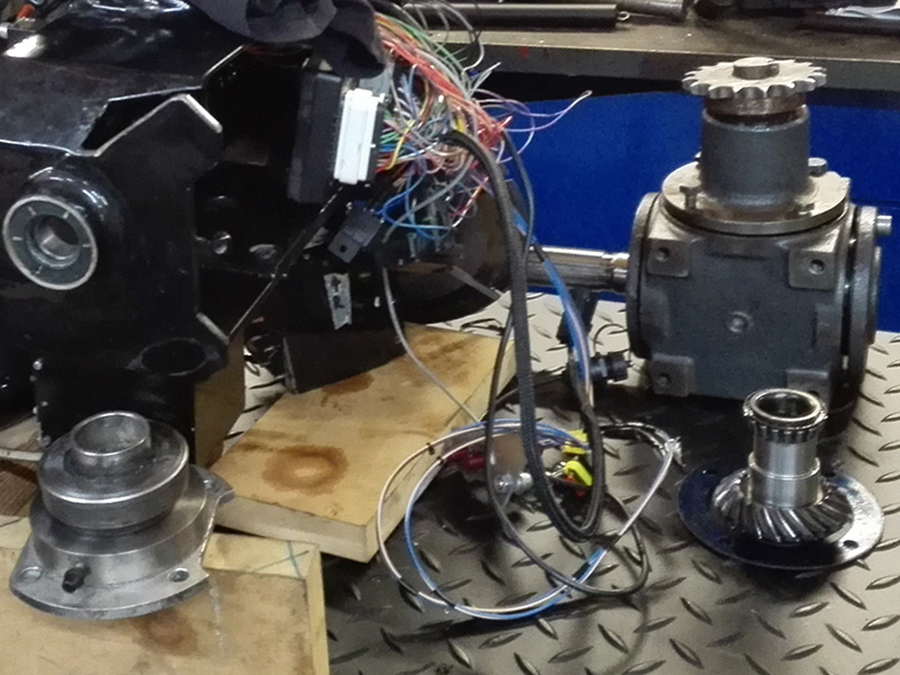
Terug naar de vonkenregen: de haakse overbrenging, die het vermogen van het motorblok via de koppeling overzet naar het voortandwiel, had de geest gegeven. Het samenspel van de kracht van het blok en de tegenwerkende rem was teveel voor het apparaat.

Dus het achterwiel eruit, de achterbrug eraf, de overbrenging geopend …
 … en constateren dat de las van een conisch tandwiel afgebroken was.
… en constateren dat de las van een conisch tandwiel afgebroken was.
 Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.
Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.
 Met z’n drieën overlegden we wat de opties waren.
Met z’n drieën overlegden we wat de opties waren.
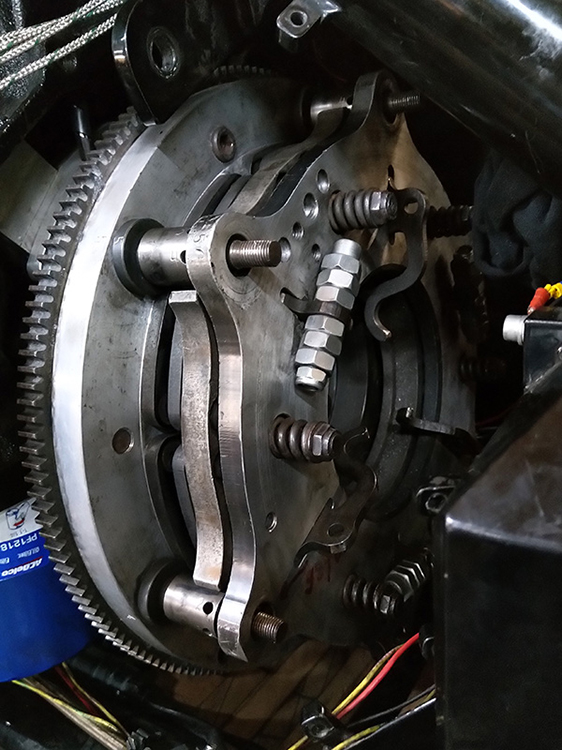 In het kader van ‘we zijn er nou toch mee bezig’ hebben we het hele systeem van de koppeling ook maar eens tegen het licht gehouden …
In het kader van ‘we zijn er nou toch mee bezig’ hebben we het hele systeem van de koppeling ook maar eens tegen het licht gehouden …

… en besloten ook deze grondig te reviseren.

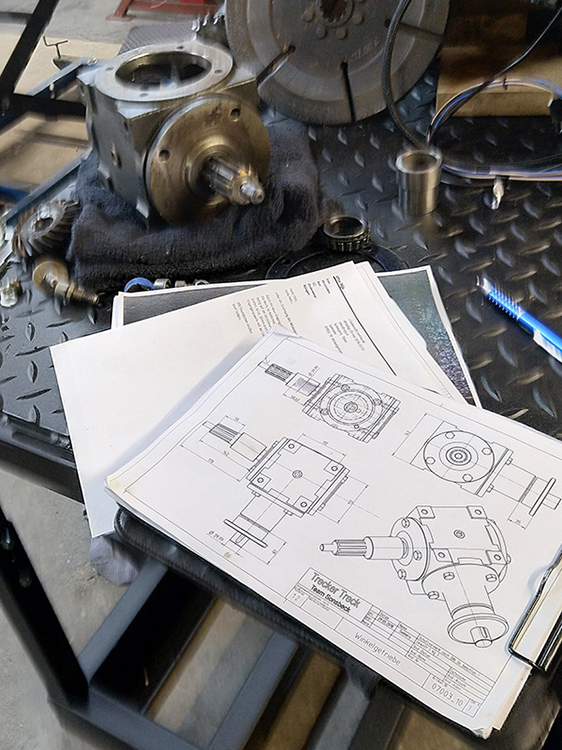
Josef en ik bezochten Jurriën van de Geer in Overberg. Jurriën (l) is een specialist in het reviseren van versnellingsbakken, ook voor de tractor pulling. Hij nam de opdracht aan om het binnen- en buitenwerk van de haakse overbrenging te vernieuwen en vooral: te versterken.

Ik ging intussen zelf aan de slag met de koppeling. Hiervan waren de zogenaamde ‘clutch buttons’ versleten. Op deze stalen cilindertjes zetten de zes centrifugaalarmen zich af, om zodoende de koppeling samen te drukken.
Ik draaide de busjes van staalsoort C45, wat erg taai is, en hardde ze met vuur en olie. Uiteindelijk heb ik toch afgezien van harden omdat dit het staal te bros maakt.
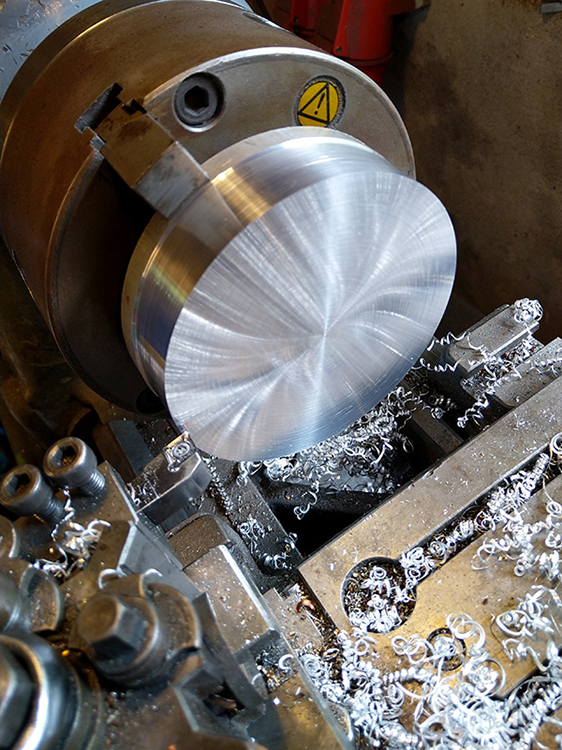
 Verder ontdekte ik dat de koppeling hol getrokken was waardoor de schijven niet vlak op elkaar liggen, wat dan weer het koppelvermogen vermindert.
Verder ontdekte ik dat de koppeling hol getrokken was waardoor de schijven niet vlak op elkaar liggen, wat dan weer het koppelvermogen vermindert.
 Omdat mijn draaibank een dergelijk grote plaat niet in kan spannen, liet ik het vlakken doen door Helmut, van Wega.
Omdat mijn draaibank een dergelijk grote plaat niet in kan spannen, liet ik het vlakken doen door Helmut, van Wega.
 Vervolgens plaatste ik de twaalf clutch buttons en freesde ze vlak.
Vervolgens plaatste ik de twaalf clutch buttons en freesde ze vlak.
 Intussen stuurde Jurriën me foto’s van de voorgang van zijn revisiewerk. Hij bezit een zogenaamde draadvonk machine. Daarmee sneed hij het hart uit beide conische tandwielen zodat deze op een vertande as geschoven kunnen worden, wat natuurlijk een veel sterkere oplossing is dan een las.
Intussen stuurde Jurriën me foto’s van de voorgang van zijn revisiewerk. Hij bezit een zogenaamde draadvonk machine. Daarmee sneed hij het hart uit beide conische tandwielen zodat deze op een vertande as geschoven kunnen worden, wat natuurlijk een veel sterkere oplossing is dan een las.
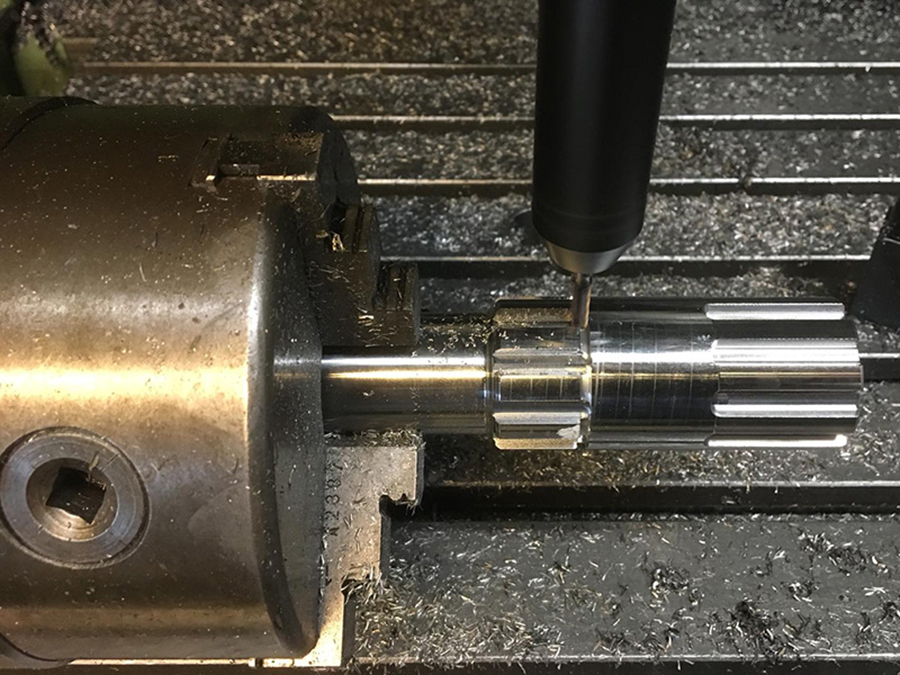
De assen maakte hij van 34CrNiMo6, beter bekend als ’34 Chroomnikkel’, en freesde daar sleuven in.
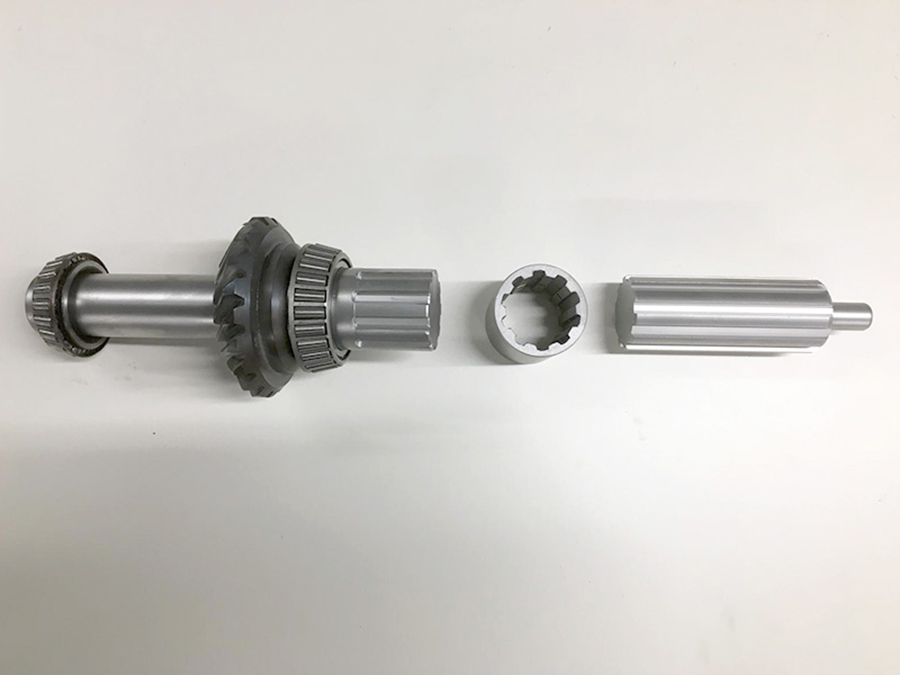
De as die in het motorblok gaat (r) bestaat uit twee delen met daaroverheen een getande huls zodat er enige speling mogelijk is tussen motorblok en haakse overbrenging. Deze huls is gemaakt van Toolox 44, een zeer sterke en taaie staalsoort.
 12 September haalde ik de onderdelen op in Overberg.
12 September haalde ik de onderdelen op in Overberg.
 Jurriën, poserend bij zijn creatie. Een bevlogen vakman.
Jurriën, poserend bij zijn creatie. Een bevlogen vakman.
 32 kilo staal achterop de motor, terug naar huis, in de stromende regen. Never a dull moment. ;)
32 kilo staal achterop de motor, terug naar huis, in de stromende regen. Never a dull moment. ;)

Jurriën vernieuwde ook de houder van de uitgaande as omdat deze bij demontage helaas gesneuveld was.
 Het bouwpakket: twee assen, huls, overbrenging.
Het bouwpakket: twee assen, huls, overbrenging.
 Ook de opnemer van de koppelingsplaat werd vervangen, en vooral verbreed …
Ook de opnemer van de koppelingsplaat werd vervangen, en vooral verbreed …

… om de slijtage op de as te beperken; zie de originele as (r).
 De huls rondom de nieuwe as zorgde voor een nieuw probleem nieuwe uitdaging: de doorlaat van de hydraulische drukgroep was daarvoor te klein.
De huls rondom de nieuwe as zorgde voor een nieuw probleem nieuwe uitdaging: de doorlaat van de hydraulische drukgroep was daarvoor te klein.
 Josef had gelukkig een druklager dat groter was dan mijn huidige, dus op basis daarvan …
Josef had gelukkig een druklager dat groter was dan mijn huidige, dus op basis daarvan …
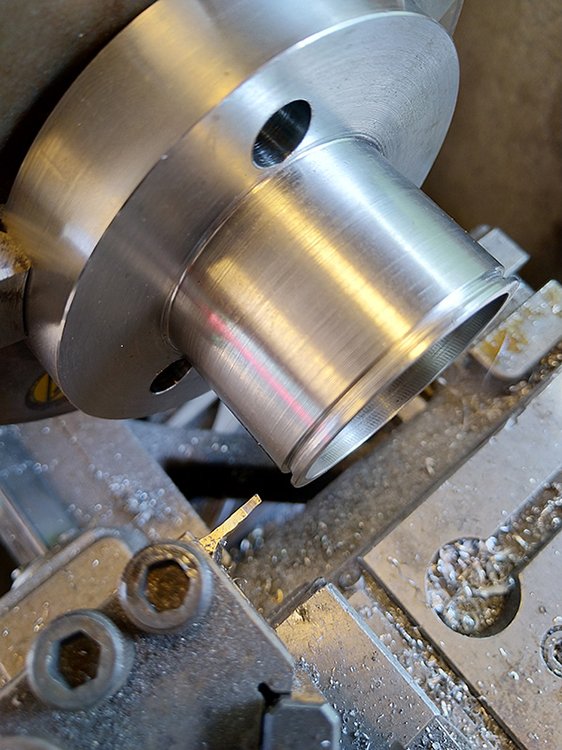
 … ontwierp ik een nieuwe drukgroep.
… ontwierp ik een nieuwe drukgroep.
 Van grof …
Van grof …
 … naar fijn. Bijna niets zo leuk als aan de draaibank werken.
… naar fijn. Bijna niets zo leuk als aan de draaibank werken.
 Een groef steken …
Een groef steken …
 … voor een circlip die de slag van de drukgroep beperkt.
… voor een circlip die de slag van de drukgroep beperkt.
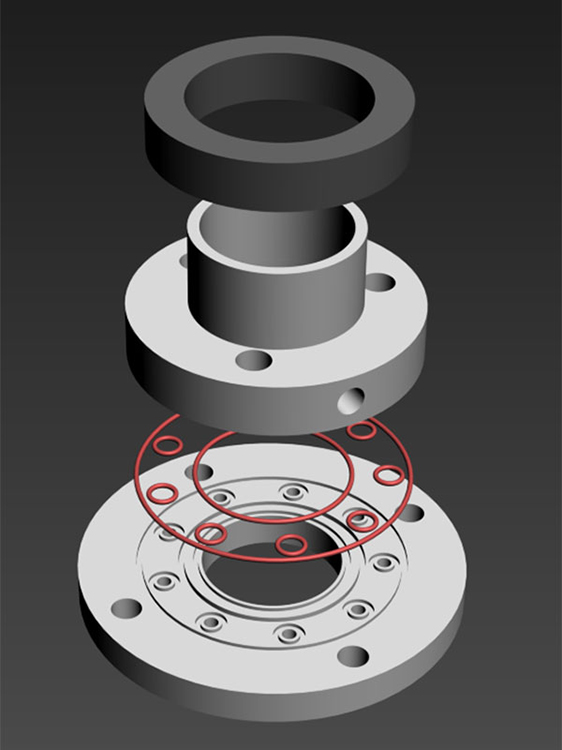
 Groeven voor de o-ringen. Met dank aan René Peters van Eriks Arnhem voor het meedenken.
Groeven voor de o-ringen. Met dank aan René Peters van Eriks Arnhem voor het meedenken.

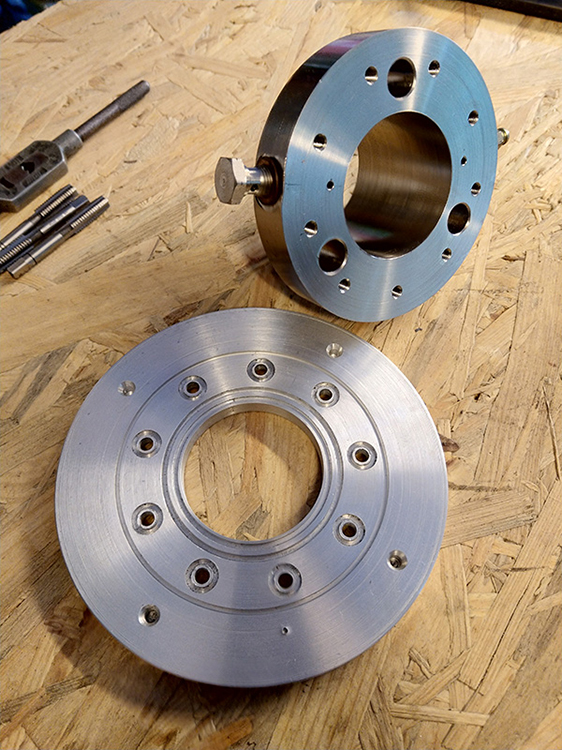
Precisiewerk: ik draaide de drie 12mm zuigertjes van chroom as, voor gaten met een H7 passing.
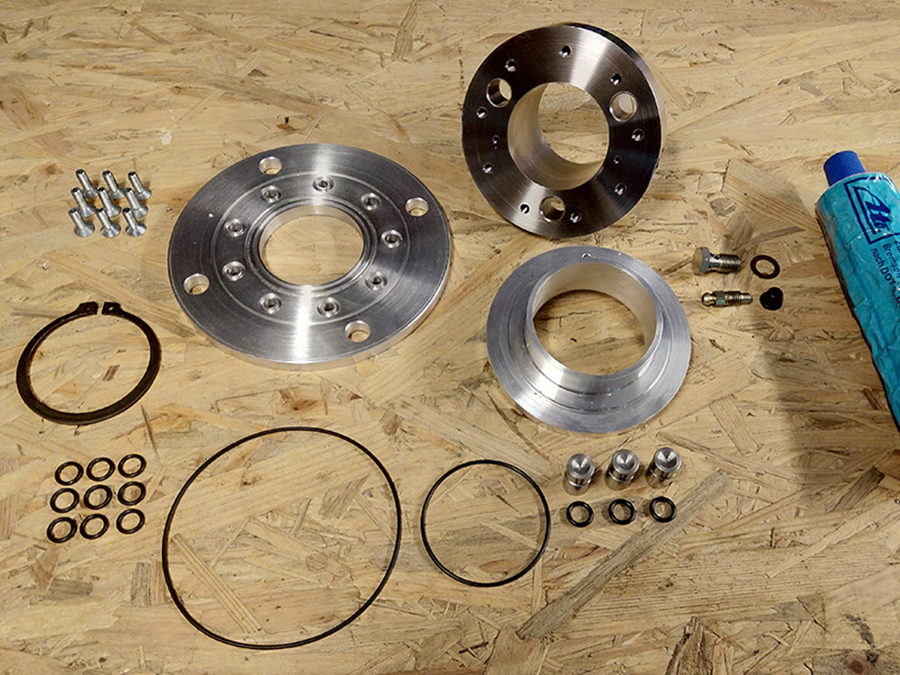
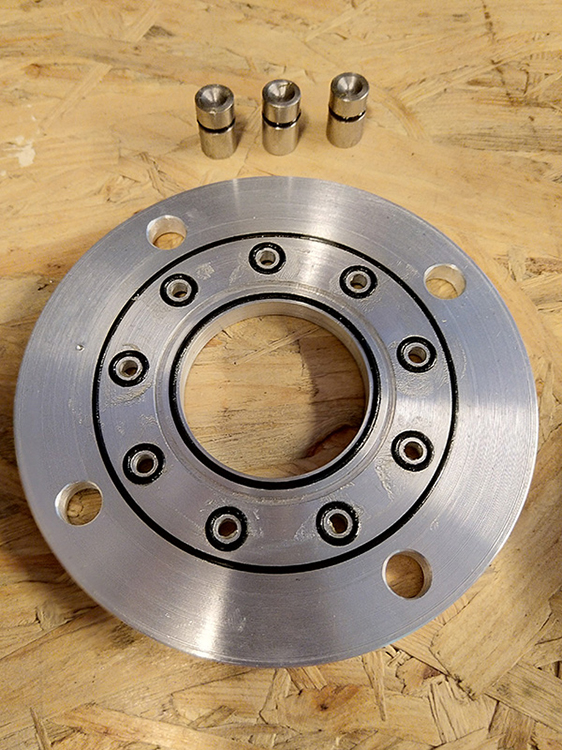
Het complete bouwpakket van de nieuwe hydraulische drukgroep. Chirurgisch nauwkeurig.
 O-ringen erin …
O-ringen erin …

… et voilá!
Testopstelling, met koppelingsveren.
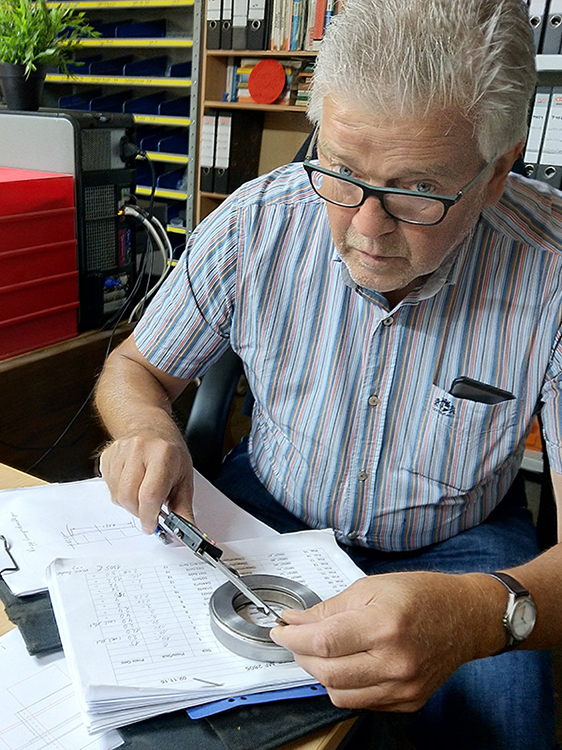
 Intussen bekommerde Josef zich om de nieuwe centrifugaalarmen. Want ja, ook die moeten vernieuwd worden vanwege het grotere lager. Meten …
Intussen bekommerde Josef zich om de nieuwe centrifugaalarmen. Want ja, ook die moeten vernieuwd worden vanwege het grotere lager. Meten …
 … en noteren. En daarna tekenen. En daarna fabriceren. En daarna monteren. En daarna testen. En daarna tevreden zijn. Of niet tevreden zijn en verbeteren. En testen. Trial and error tot het bittere eind. The story of this project.
… en noteren. En daarna tekenen. En daarna fabriceren. En daarna monteren. En daarna testen. En daarna tevreden zijn. Of niet tevreden zijn en verbeteren. En testen. Trial and error tot het bittere eind. The story of this project.
Eerste stappen: de koppeling en de haakse overbrenging inbouwen, testen en instellen. Om daarna weer verder te gaan met het tunen voor meer pk’s en koppel.
Om kort te gaan: wordt hier vervolgd.