 Welkom bij update 12, bijna drie jaar (!) na de vorige. Hoofdoorzaak van deze vertraging: het drama corona.
Welkom bij update 12, bijna drie jaar (!) na de vorige. Hoofdoorzaak van deze vertraging: het drama corona.
Ik was in update 11 geëindigd met een nogal gevaarlijke backfire. En met de blije constatering dat we nog leven, en dat de motor heel gebleven is, ook niet onbelangrijk.
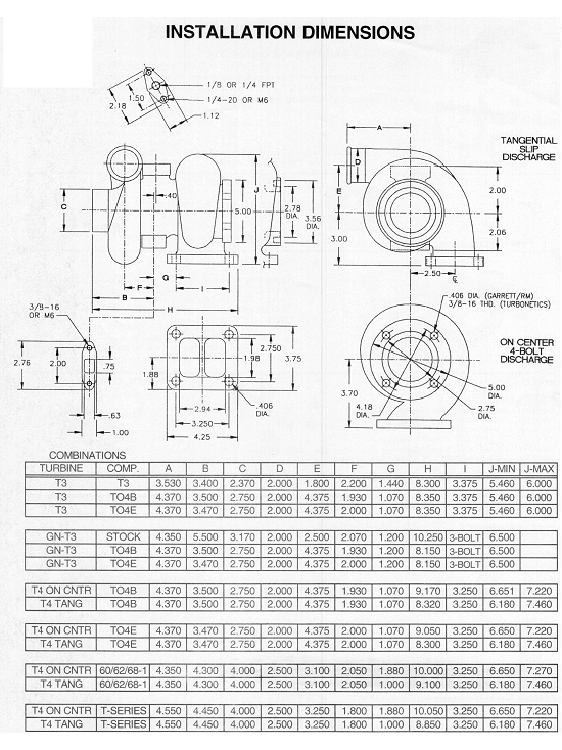
Om de flow van de uitlaten te vergroten, zochten we naar grotere turbinehuizen voor de turbo’s.
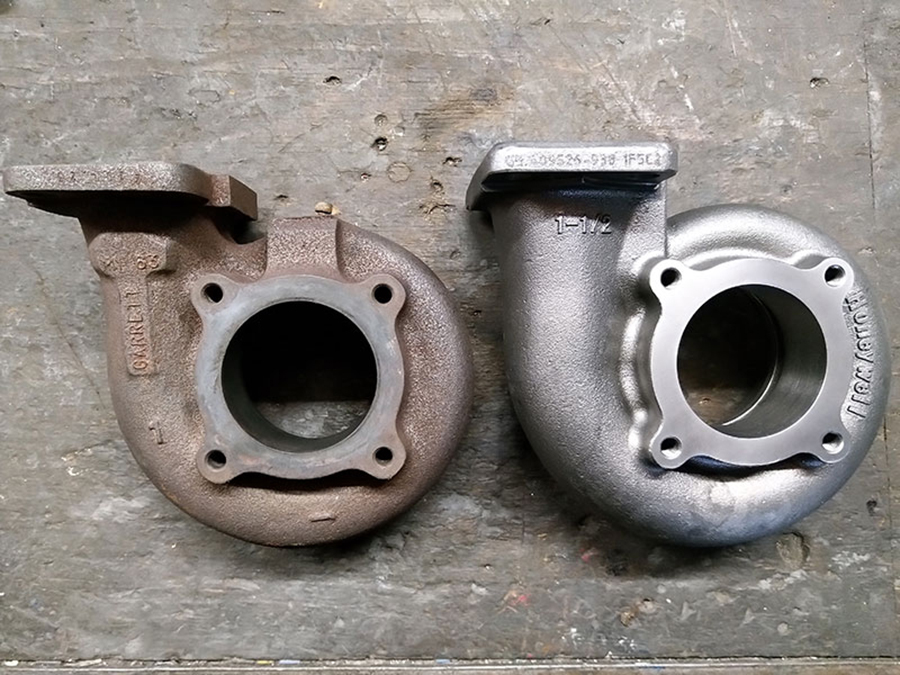
Beide turbinehuizen (links) zijn vergroot van .63 naar .82 A/R (rechts). De grotere doorgang veroorzaakt grotere flow en daardoor minder druk in het uitlaatspruitstuk.
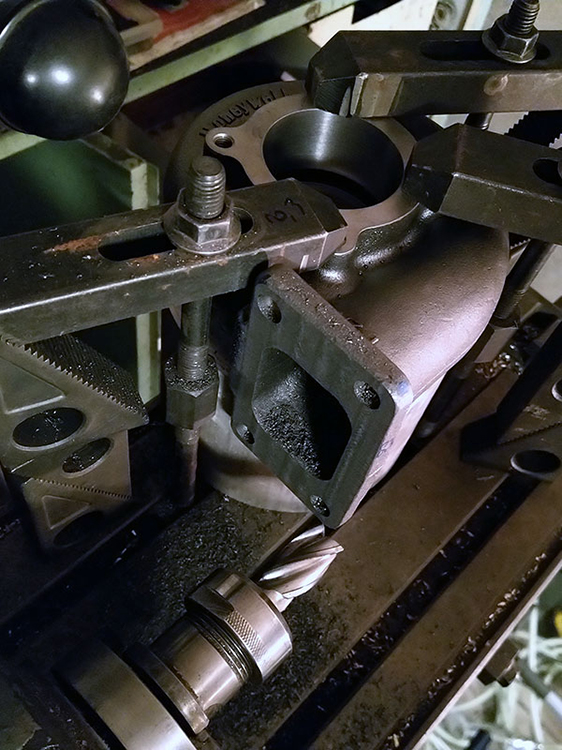 Een kleine cosmetische aanpassing was nodig om de turbinehuizen te laten passen op de uitlaatspruitstukken: anderhalf uur nauwgezet opspannen, en vervolgens vijf minuten frezen.
Een kleine cosmetische aanpassing was nodig om de turbinehuizen te laten passen op de uitlaatspruitstukken: anderhalf uur nauwgezet opspannen, en vervolgens vijf minuten frezen.

Optisch eigenlijk geen verschil met de kleinere turbines. Maar omdat een (turbo-)benzinemotor niet meer is dan de juiste hoeveelheid benzine gemixt met de juiste hoeveelheid gecomprimeerde lucht, doet de afmeting er erg toe.
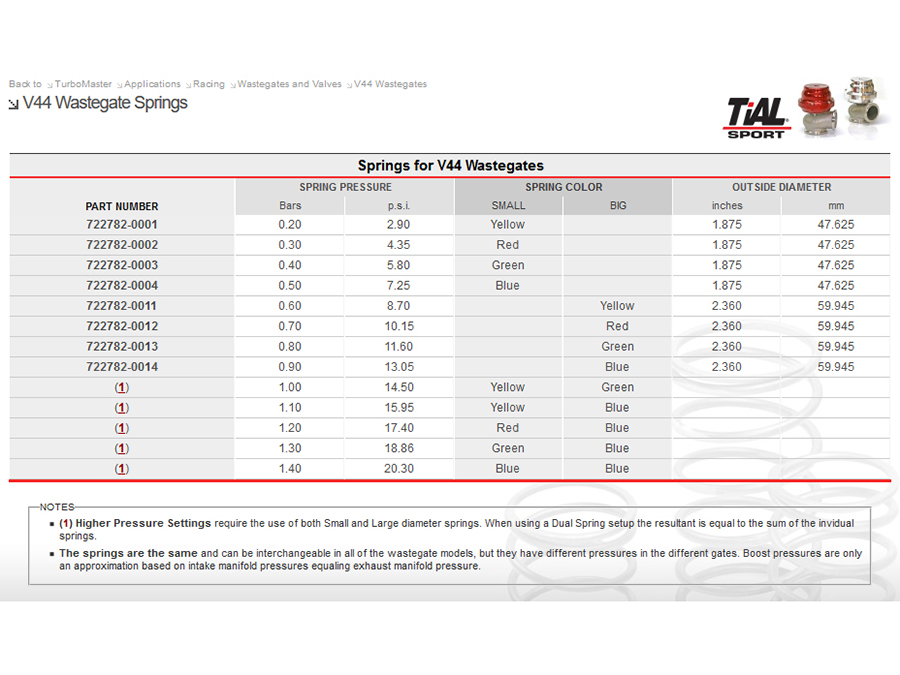
Over ‘lucht’ gesproken: de wastegates regelen, in combinatie met een elektrische PWM solenoid, de druk in het inlaatspruitstuk. We besloten de 0,2 bar veren te vervangen door 0,5 bar veren.
 Links de smalle 0,2 bar veer, vervangen door de smalle 0,5 bar veer rechts.
Om nog beter te kunnen testen, heb ik ook twee brede 0,9 bar veren besteld. Door breed en smal te combineren, kunnen we verschillende wastegate-configuraties testen:
0,2 bar: geel smal;
0,5 bar: blauw smal;
0,9 bar: blauw breed;
1,1 bar: geel smal + blauw breed;
1,4 bar: blauw smal + blauw breed.
Links de smalle 0,2 bar veer, vervangen door de smalle 0,5 bar veer rechts.
Om nog beter te kunnen testen, heb ik ook twee brede 0,9 bar veren besteld. Door breed en smal te combineren, kunnen we verschillende wastegate-configuraties testen:
0,2 bar: geel smal;
0,5 bar: blauw smal;
0,9 bar: blauw breed;
1,1 bar: geel smal + blauw breed;
1,4 bar: blauw smal + blauw breed.

En toen was het half maart 2020, en sloeg corona toe. Werken in Duitsland was niet meer toegestaan, en daarmee viel het project stil.
 In mei ondernam ik, samen met Erwin, een tripje naar Marcel van corsa-novatuning.nl, omdat hij mijn NOS-fles kon vullen.
In mei ondernam ik, samen met Erwin, een tripje naar Marcel van corsa-novatuning.nl, omdat hij mijn NOS-fles kon vullen.
 Sympatieke vent, helemaal gek van het tunen van en het sprinten met Opel Corsa’s.
Sympatieke vent, helemaal gek van het tunen van en het sprinten met Opel Corsa’s.
 Tussen de lockdowns door brachten Peter Scheepers en ik hard- en software in gereedheid voor NOS.
Tussen de lockdowns door brachten Peter Scheepers en ik hard- en software in gereedheid voor NOS.

En wat moet je met vakantiegeld als je niet op vakantie kunt? Geen moeilijke keuze: kwaliteitsgereedschap kopen natuurlijk. :)
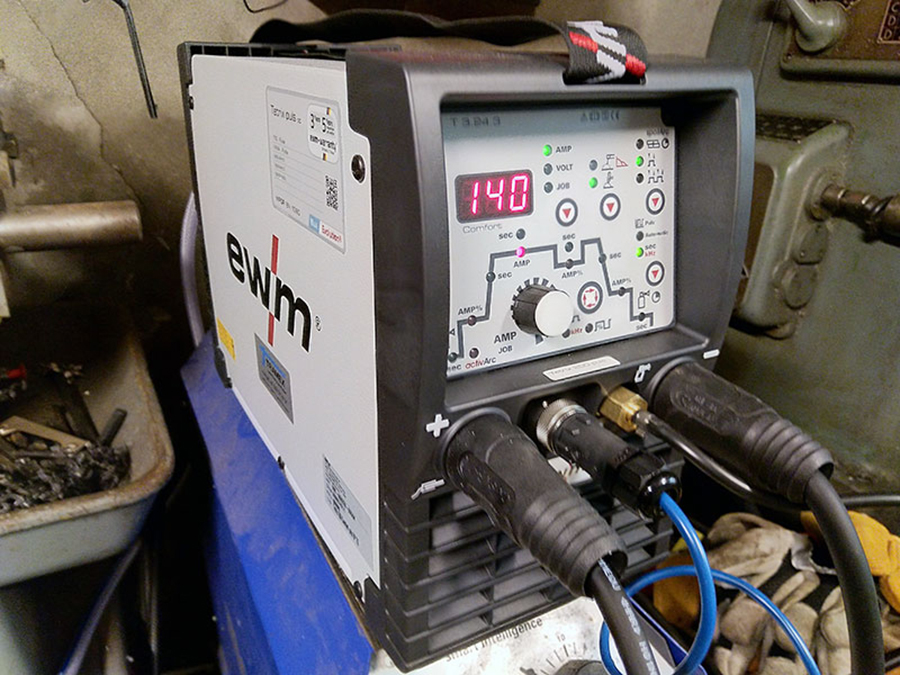
Ik trakteerde mezelf op een nieuw TIG lasapparaat. Een professionele, van EWM.
 Hans ‘der Dengelmeister’ Eickeler kwam een zonnige zondag voorbij om me wat fijne TIG-kneepjes bij te brengen. Zoals het onder de juiste hoek slijpen van de wolfraam elektrode …
Hans ‘der Dengelmeister’ Eickeler kwam een zonnige zondag voorbij om me wat fijne TIG-kneepjes bij te brengen. Zoals het onder de juiste hoek slijpen van de wolfraam elektrode …

… en het geleiden van lasdraad met één hand.
 Mooie lassen maken viel nog niet zo mee omdat ik niet goed zag wat ik deed. Ik had een goede lashelm dus experimenteerde met extra lichtbronnen …
Mooie lassen maken viel nog niet zo mee omdat ik niet goed zag wat ik deed. Ik had een goede lashelm dus experimenteerde met extra lichtbronnen …

… tot ik ontdekte dat ik tóch niet zo’n goede lashelm had, en schafte me een 3M Speedglas helm aan. Een wereld van verschil.
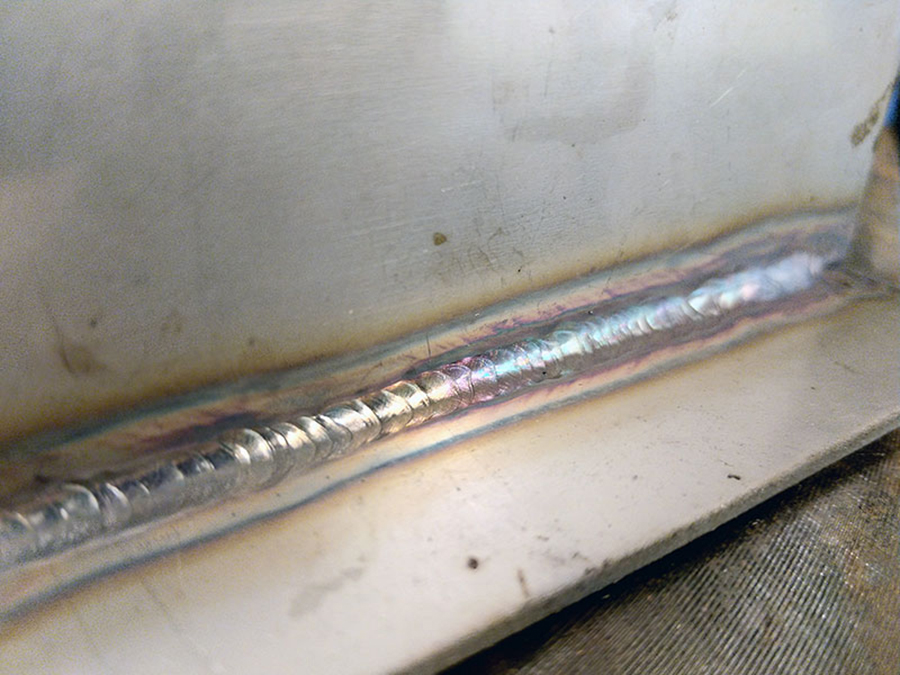
Nog niet perfect nog maar we komen er wel.
Hans volgde zijn las-cursist online, en gaf sterren. ;)

Helemaal geen vakantie, of toch wel? Tussen de corona-golven door hebben Micky (KTM 990), Walter (CB 500), Joe (eigenbouw), Reinhard (Katana 750), Peter (Katana 1100) en ik (Hayabusa) ons twee weken lang uitgeleefd op de bochtige straten van Zuid-Frankrijk. Heerlijk om even weg te zijn.
 Na de vakantie gaven Peter en Knut de Dynojet-bank weer een upgrade: aan de grote rem werd een zogenaamde ‘Lastmessbolzen’ (loadcell) gemonteerd, die de remkracht zichtbaar maakt in het datalog. Dit is belangrijk omdat je daarmee een duidelijker beeld van het vermogen van de motor krijgt.
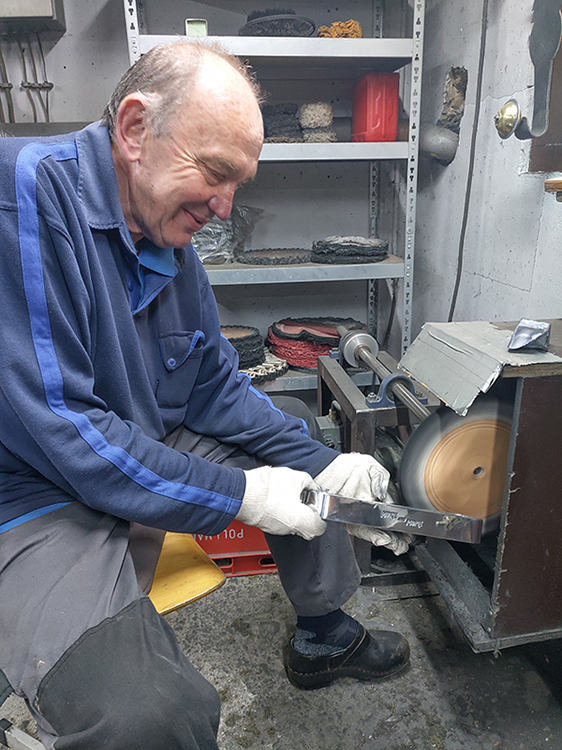
Beetje slijpwerk …
Na de vakantie gaven Peter en Knut de Dynojet-bank weer een upgrade: aan de grote rem werd een zogenaamde ‘Lastmessbolzen’ (loadcell) gemonteerd, die de remkracht zichtbaar maakt in het datalog. Dit is belangrijk omdat je daarmee een duidelijker beeld van het vermogen van de motor krijgt.
Beetje slijpwerk …
 … om vervolgens een beugel tegen het statische deel van de testbank te lassen.
… om vervolgens een beugel tegen het statische deel van de testbank te lassen.
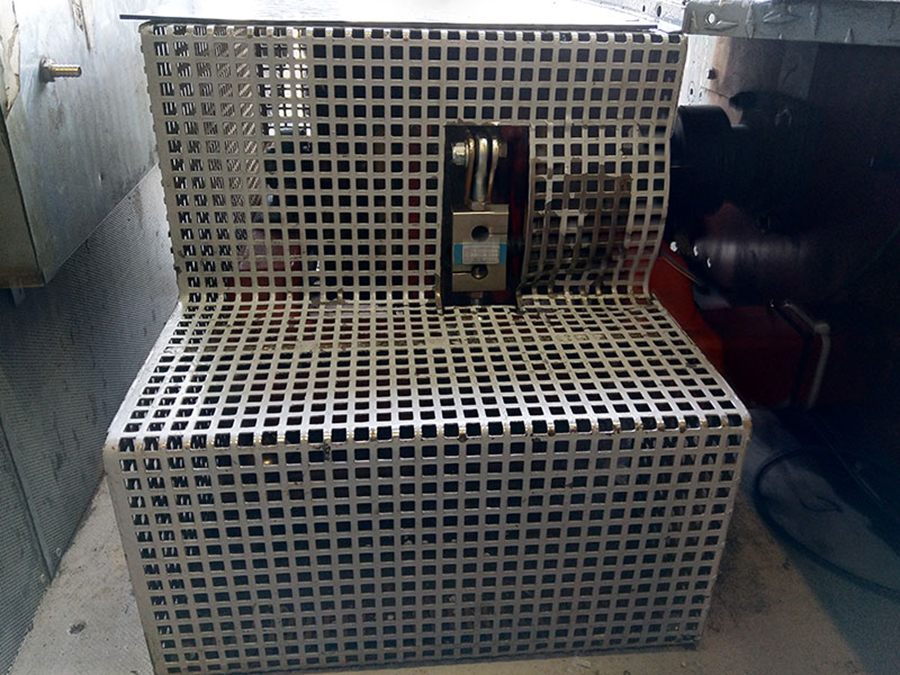
 Onderaan zie je de statische bevestiging, daartussen de meetbout (met output-snoertje), verbonden met de rem. Zodra de rem bediend wordt, trekt deze aan de bout, en die krachten worden gemeten.
De rem is van groot belang om de extreme acceleratie van de motor te kunnen dempen, waardoor deze beter te tunen is.
Onderaan zie je de statische bevestiging, daartussen de meetbout (met output-snoertje), verbonden met de rem. Zodra de rem bediend wordt, trekt deze aan de bout, en die krachten worden gemeten.
De rem is van groot belang om de extreme acceleratie van de motor te kunnen dempen, waardoor deze beter te tunen is.
Kap erover …
 … meet-unit eraan …
… meet-unit eraan …

… en de remwaarden worden digitaal weergegeven in Nm, midden op het scherm.

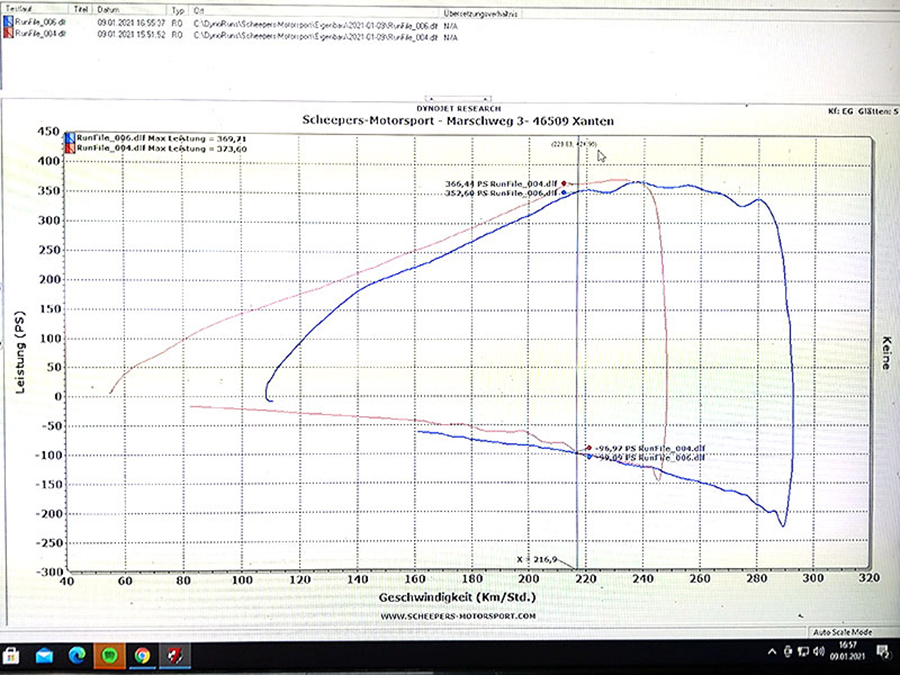
Op 9 januari 2021 hoopten we op De Laatste Test: grotere turbinehuizen, sterkere wastegate-veren, en remkrachtmeting.
Het werd weer een dag met grof geweld: vlammen uit de uitlaat …
 … en een oververhitte koppeling die een vonkenregen veroorzaakte.
… en een oververhitte koppeling die een vonkenregen veroorzaakte.
Helaas weer geen kans om tot het uiterste te gaan, laat staan NOS in te zetten.
En 366 PK aan het achterwiel, dat is niet wat we willen.
We bestudeerden de datalogs en ontdekten dat de koppeling slipt, wat natuurlijk de snelle temperatuur-stijging verklaart: de niet-slippende koppeling bereikte voorheen maximaal 80 graden, en dit was vier keer zo hoog.
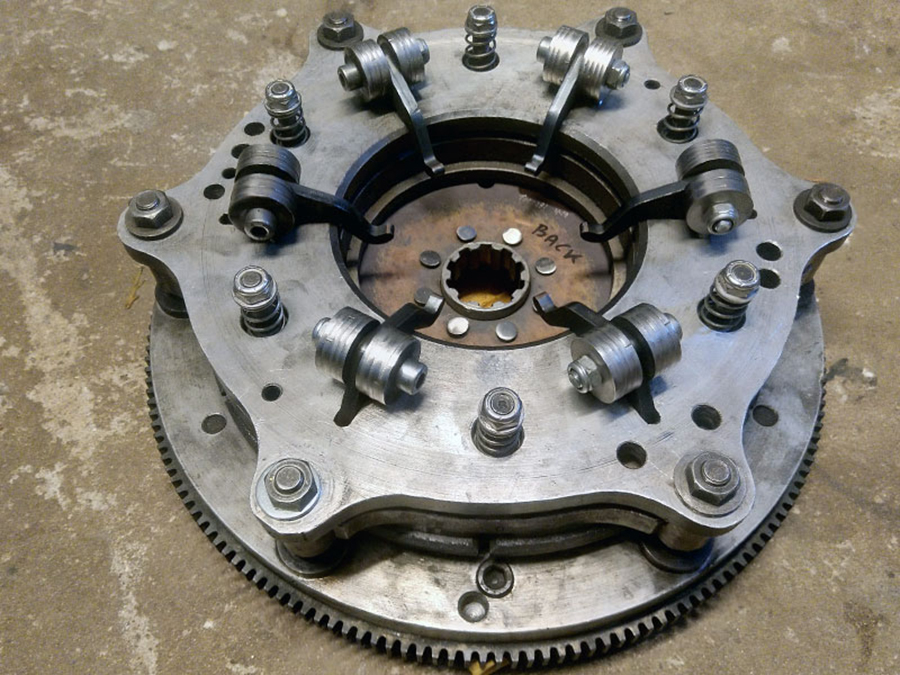
We begrepen in eerste instantie niet waarom de koppeling slipt: de centrifugaalgewichten waren namelijk groot: elk van de zes centrifugaal-armpjes had maarliefst 110 gram, dat zou toch meer dan genoeg moeten zijn.

Samen met Peter en Josef Siebers zochten we de oorzaak …

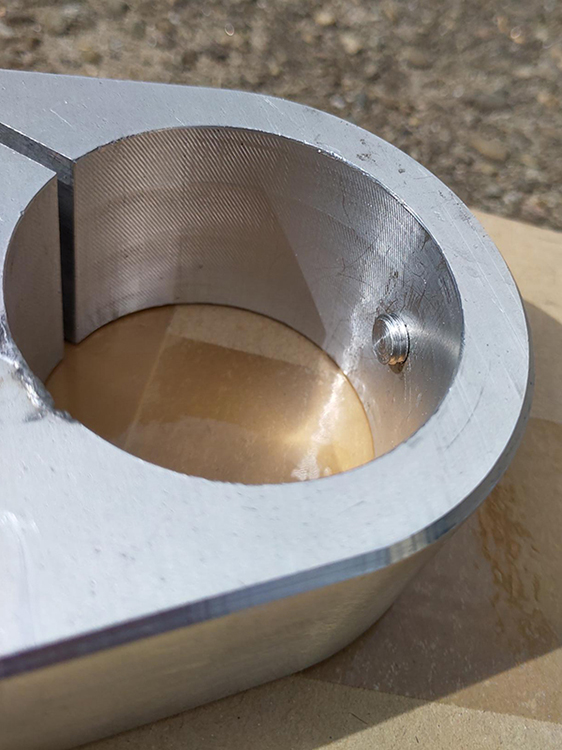
… en vonden die uiteindelijk: niet de gewichten waren het probleem maar het feit dat de centrifugaalarmpjes te weinig rotatieruimte hadden ten opzichte van de koppelingsdrukgroep. Hierdoor konden de koppelingsplaten niet hard genoeg tegen elkaar drukken worden, en wat dan volgt is slip en hitte.
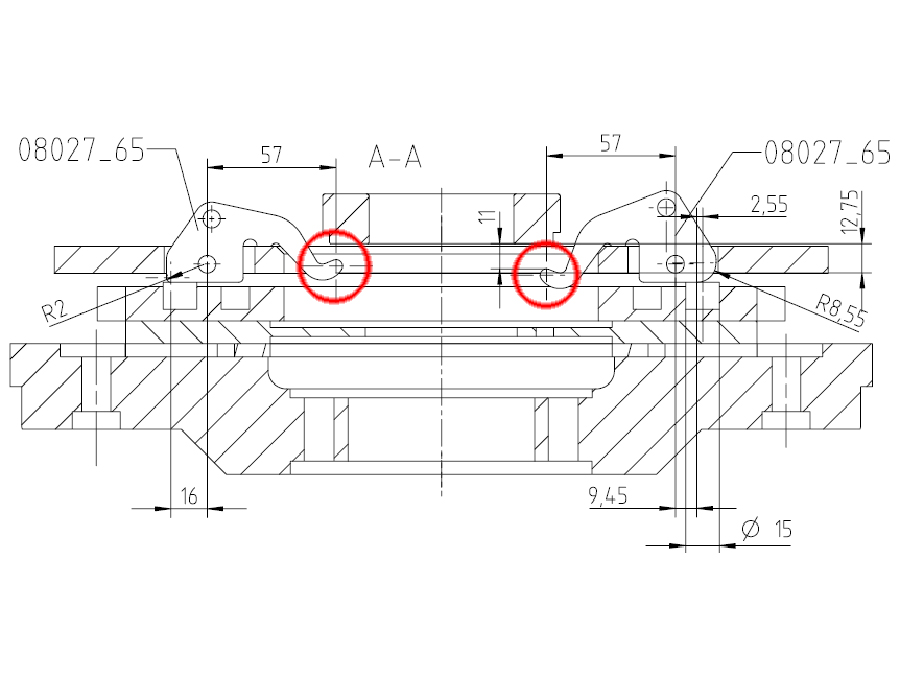
Josef maakte een nieuwe tekening. Het linker rode cirkeltje toont het punt waar de ‘oude’ armpjes de koppelingsdrukgroep raken; in het rechter rode cirkeltje ligt dit punt 4mm lager waardoor, bij hoger toerental, de armpjes genoeg kunnen roteren om de koppeling écht dicht te drukken.
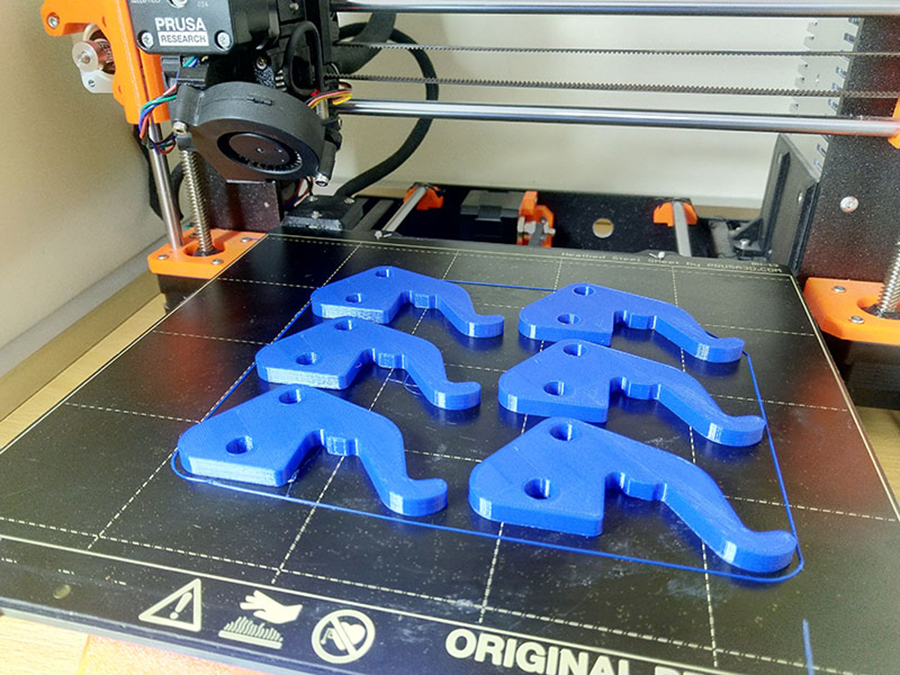
Ik printte de het nieuwe ontwerp van de armpjes met m’n 3D printer …

… zodat ik al kon checken of er daadwerkelijk 4mm extra speling was. En dat bleek het geval.
Vervolgens werden de centrifugaal-armpjes gelasercut uit Hardox 500 staal.
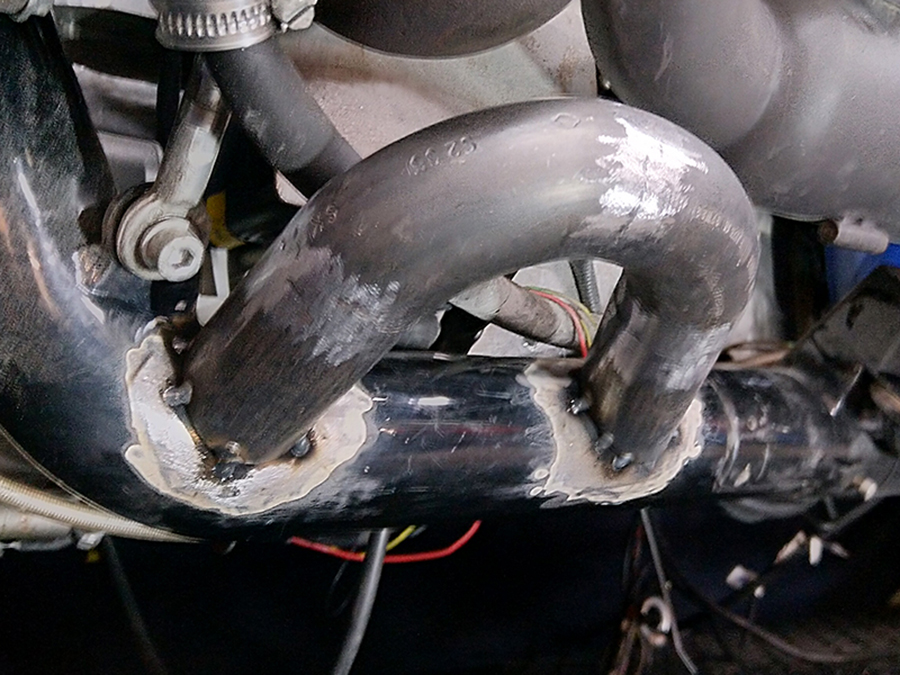
 De vonkenregen tijdens de test op 19 januari werd veroorzaakt door het verbuigen van de starterkrans vanwege de enorme centrifugaalkrachten. Hierdoor schaafde de moer van de oliedruksensor kapot, en lekte olie.
De vonkenregen tijdens de test op 19 januari werd veroorzaakt door het verbuigen van de starterkrans vanwege de enorme centrifugaalkrachten. Hierdoor schaafde de moer van de oliedruksensor kapot, en lekte olie.

Dat kon ik natuurlijk niet zo laten.

Ik freesde 0,4mm van de achterkant van de starterkrans waardoor deze weer helemaal strak en vlak was.
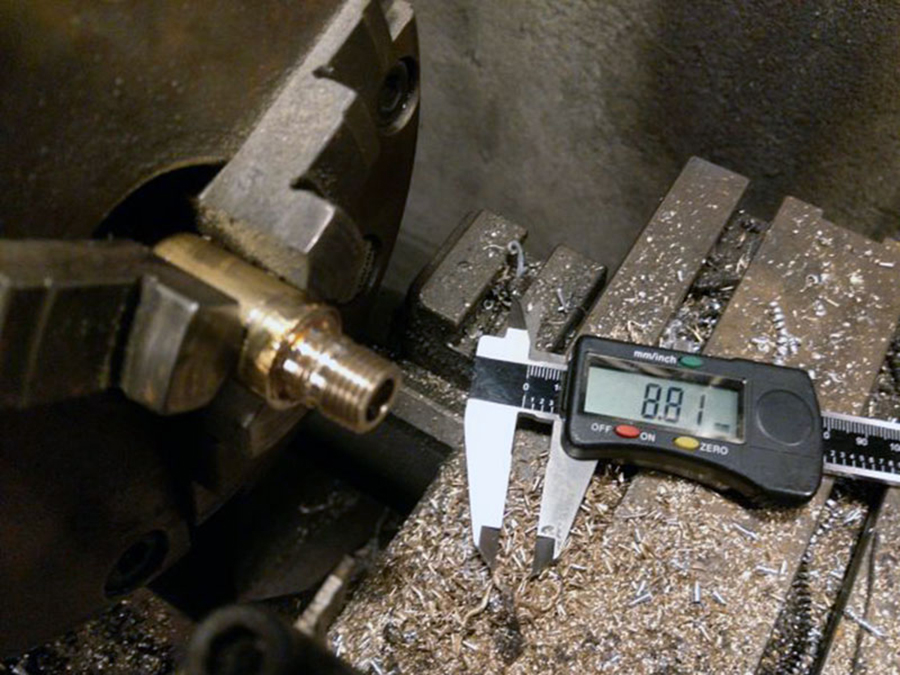
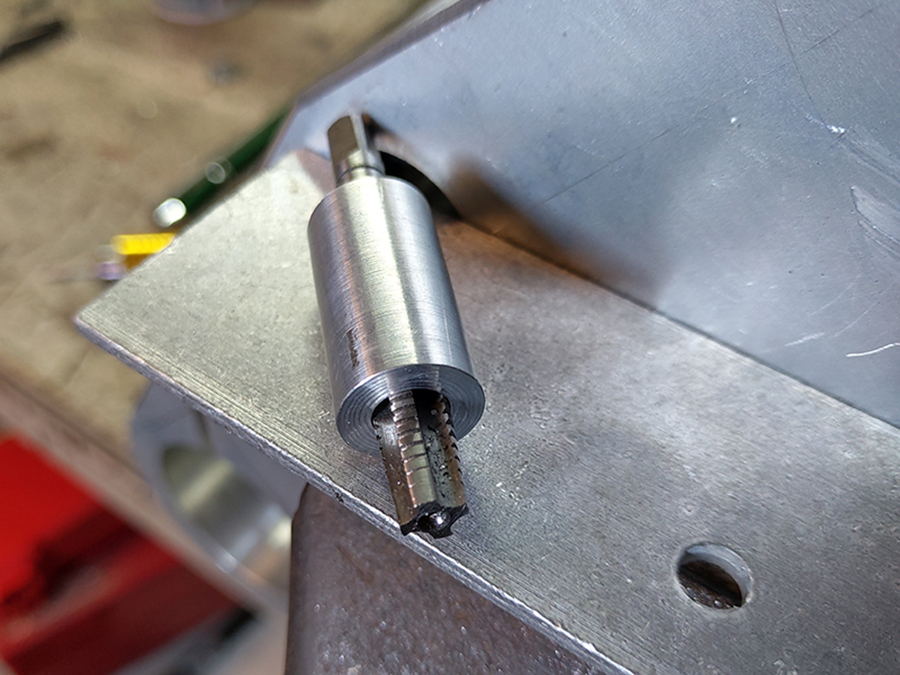
Voor het nieuwe koppelstuk draaide ik een pasbus, van messing van 1/4 NPT …

… verlopend naar 1/8 NPT.

Onder de oude koperleiding, boven de nieuwe.
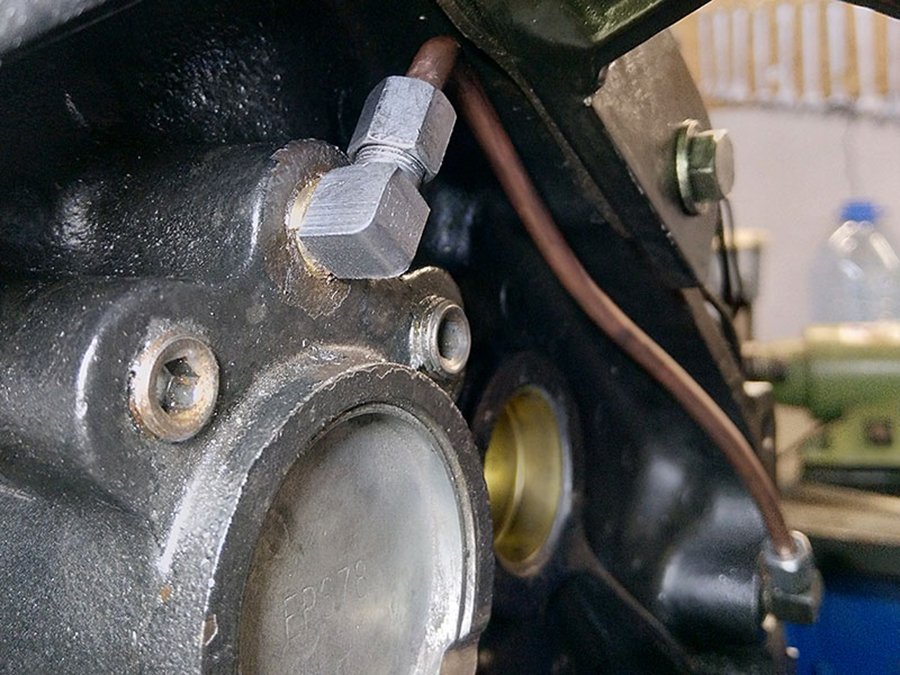
Gemonteerd, nu ruim twee millimeter dichter tegen het blok aan dan de oude.
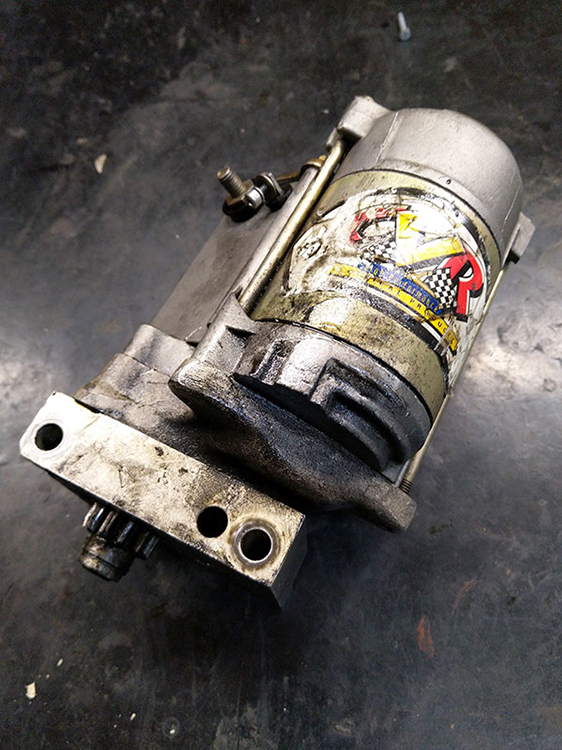 De startmotor had kuren. Dus die ook maar meteen onder handen genomen..
De startmotor had kuren. Dus die ook maar meteen onder handen genomen..

Compleet gedemonteerd en ja, dat was nodig: het zout, van de tweede RDW-testdag op 9 december 2014, had aardig wat corrosie veroorzaakt.
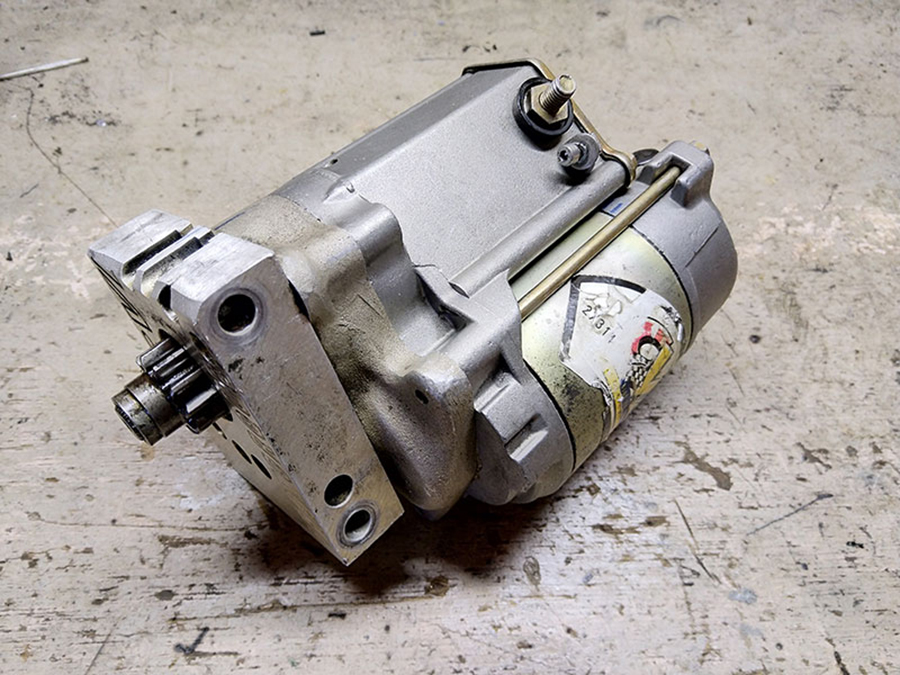
Alles goed schoongemaakt, vet waar vet hoort, afgedicht wat afgedicht moet zijn …

En toen, ineens, was daar dat Moment van Bezinning: houdt dat testen ooit op, en wat als ik de motor tijdens de test kapot draai? Ik wil de weg op, potdomme, en rijden zo lang ik dat nog kan en van de wetgeving nog mag. Carpe diem!
Een belangrijke knoop doorgehakt: demonteren, spuiten en rijden. Tuning kan altijd nog, zoals ook de CBX een fase 2 en 3 heeft gehad na de onthulling.
 Afbouwen: onderaan beginnen, de banden. Beide waren nog in zeer goede staat uiteraard, want nauwelijks gebruikt. Op de testbank misbruikte ik een autoband omdat die veel meer grip heeft (want: plat) dan de motorband.
Afbouwen: onderaan beginnen, de banden. Beide waren nog in zeer goede staat uiteraard, want nauwelijks gebruikt. Op de testbank misbruikte ik een autoband omdat die veel meer grip heeft (want: plat) dan de motorband.

Waarom dan toch vervangen? De code ‘0305’ staat voor de productiedatum van de band, en dat is de derde week van 2005. En het rubber van een zeventien jaar oude band is niet meer veilig, ook al is het profiel nog zo goed.
 Een verse rib-uit-je-lijf-Avon erop, en deze zuiver uitgebalanceerd.
Een verse rib-uit-je-lijf-Avon erop, en deze zuiver uitgebalanceerd.

Nog een verantwoorde keuze: valbeugels. Want als je je evenwicht verliest met een motor van ruim 500 kilo, dan wil je niet dat deze op een van de turbo’s valt.
Zeer massief en sterk, zoals de rest.

Een week later stond alleen nog het blok op de hefbrug. Een nogal treurige aanblik.
 Het was niet eenvoudig om een polijster te vinden voor de vele aluminiumdelen van mijn motor. Ik heb zelf niet de hardware om goed te kunnen polijsten, en weet uit ervaring dat het 1. een ambacht is en 2. zonder goede afzuiging een ongelofelijke zooi maakt.
Op een mooie dag in juni 2021 bracht ik de delen naar Roelof van der Velde, eigenaar van polijstbedrijf.com.
Het was niet eenvoudig om een polijster te vinden voor de vele aluminiumdelen van mijn motor. Ik heb zelf niet de hardware om goed te kunnen polijsten, en weet uit ervaring dat het 1. een ambacht is en 2. zonder goede afzuiging een ongelofelijke zooi maakt.
Op een mooie dag in juni 2021 bracht ik de delen naar Roelof van der Velde, eigenaar van polijstbedrijf.com.

Na het polijsten durfde je de onderdelen bijna niet aan te raken, zó mooi.

Dat was ook de reden dat ik ze direct liet anodiseren: tijdens deze elektrolitische behandeling ontstaat dan een keiharde laag op het aluminium die niet gevoelig is voor weersinvloeden, met een mooie zijdeglans huid.
Allemaal super gelukt, behalve op de onderste kroonplaat: de lasplek op de zijkant verkleurde sterk en, erger nog, de las lekte.
 Hierdoor lekte er remvloeistof uit; deze kroonplaat wordt namelijk, net als bij de CBX, gebruikt als doorvoer en verdeler van de voorrem.
De ellende die volgde was niet te overzien: drie verschillende lassers, waaronder über-expert Willy Naves, probeerden de lekkage te stoppen maar het aluminium was inmiddels zo vaak heet geworden dat het poreus was; een verloren zaak. :(
Hierdoor lekte er remvloeistof uit; deze kroonplaat wordt namelijk, net als bij de CBX, gebruikt als doorvoer en verdeler van de voorrem.
De ellende die volgde was niet te overzien: drie verschillende lassers, waaronder über-expert Willy Naves, probeerden de lekkage te stoppen maar het aluminium was inmiddels zo vaak heet geworden dat het poreus was; een verloren zaak. :(

Dus tandenknarsend moeten besluiten om twee compleet nieuwe kroonplaten te frezen.

Spannend avontuur op mijn conventionele freesbank …

… zeker toen bleek dat deze groot onderhoud nodig bleek te hebben. Dat lukte goed, met veel dank aan Niels Saarloos voor zijn adviezen.
 Recht frezen is geen probleem op een normale freesbank, rondingen zijn dat wel. Ik draaide een bus die exact in de voorvork-opening paste en fixeerde deze op het freesbed …
Recht frezen is geen probleem op een normale freesbank, rondingen zijn dat wel. Ik draaide een bus die exact in de voorvork-opening paste en fixeerde deze op het freesbed …

… waarna ik met een verlengde arm de rondingen kon frezen. Met dank aan Willy Naves voor de tip.

Met een extreem lange boor ging ik diep in de kroonplaat.

Met het hart in de keel, dat wel. Want als de boor breekt, kan de plaat naar de oudijzerboer en kan ik opnieuw beginnen.

Van Willy leende ik een doorslijpschijf …

… en van een RVS staf draaide ik er een houder voor.

Hiermee kon ik de klemgleuven zagen. Ook weer uiterst voorzichtig: één keer happen en het is voorbij.

Verzinkgaten voor de bouten.
Ik draaide een geleidebusje voor de schroefdraadtap …
 … dat een perfect haakse schroefdraad garandeerde.
… dat een perfect haakse schroefdraad garandeerde.
 De gaten dopte ik af met een draadeind van exact hetzelfde materiaal als de kroonplaat: EN AW 6082 T651, voor de liefhebber. ;)
De gaten dopte ik af met een draadeind van exact hetzelfde materiaal als de kroonplaat: EN AW 6082 T651, voor de liefhebber. ;)
Hierdoor hoefde er niet gelast te worden en voorkwam ik problemen met anodiseren.

Tussendoor zette ik de plaat op druk om zeker te zijn dat de afdichtingen inderdaad dicht zijn.

Ik maakte kennis met de 77-jarige Keimpe van Dockum. Van hem en zijn werkplaats ging een grote rust uit, alsof je in de jaren ’50 van de vorige eeuw beland was.
 Een polijst-vakman.
Een polijst-vakman.

Na het anodiseren en opnieuw afpersen (dicht! :)), ging de onderste kroonplaat naar Niels Saarloos die er, net als bij de vorige plaat, het logo in zou frezen. Hier het freesje dat hij gebruikte …

… en op maat en op exact 30 graden geslepen had.

Windows zou Windows niet zijn als de laptop van zijn CNC freesbank niet zou updaten tijdens het frezen. Zoiets hadden we al eens eerder, tijdens een Dyno testdag. Heeeel vervelend.

Niels freesde eerst een paar experimenten, om de juiste diepte te bepalen.
Opname van Het Echte Werk. Toch weer spannend want ook deze fase kan al het werk tenietdoen.
Maar: succes! :)

Zo freesde Niels ook de kleppendeksels. Deze vormden een andere uitdaging: het logo niet ín de deksels maar eróp. Dit betekent dat al het materiaal rondom het logo weggefreesd moest worden zodat het logo blijft staan.
Om oxidatie van de deksels te voorkomen, liet ik de deksels glasparelen bij Gacon. Links zie je eigenaar Mike Gasseling.

Glasparelen dicht ‘de huid’ van het aluminium waardoor vuil en olie niet in kan dringen.

En nog even een fijne close-up.

Peter en ik wilden de oude bedrading hergebruiken: deze werkte dus waarom niet? Nou, je ziet hier waarom niet: een wirwar. Daarnaast zagen we dat enkele kabels klem hadden gezeten tijdens het vele splitsen van het frame, en we vermoedden dat enkele kabels ook opgerekt zouden zijn.
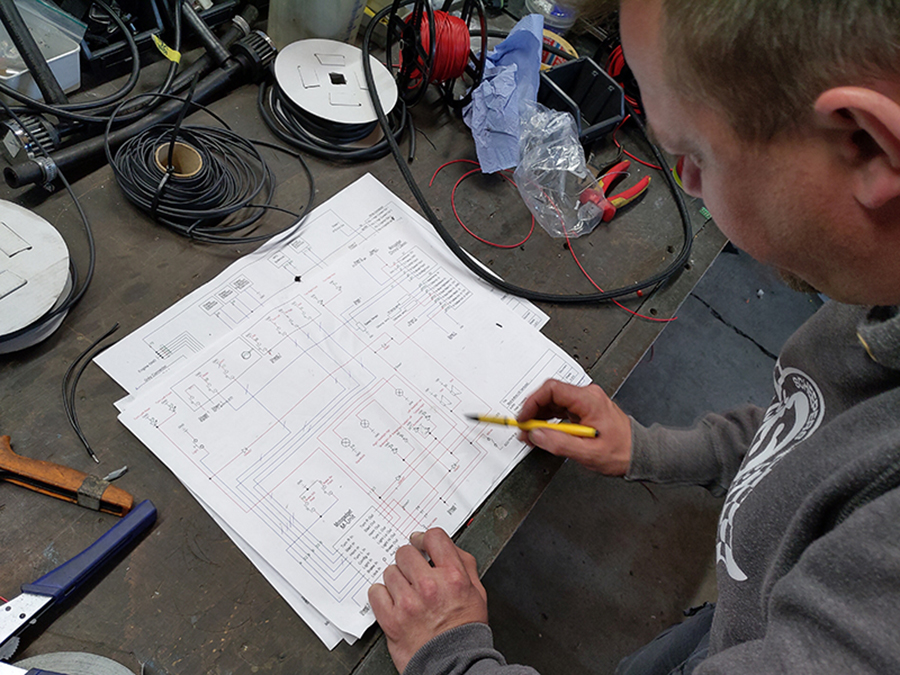
En, omdat we toch het complete bedradingsschema digitaal uitgewerkt hadden …
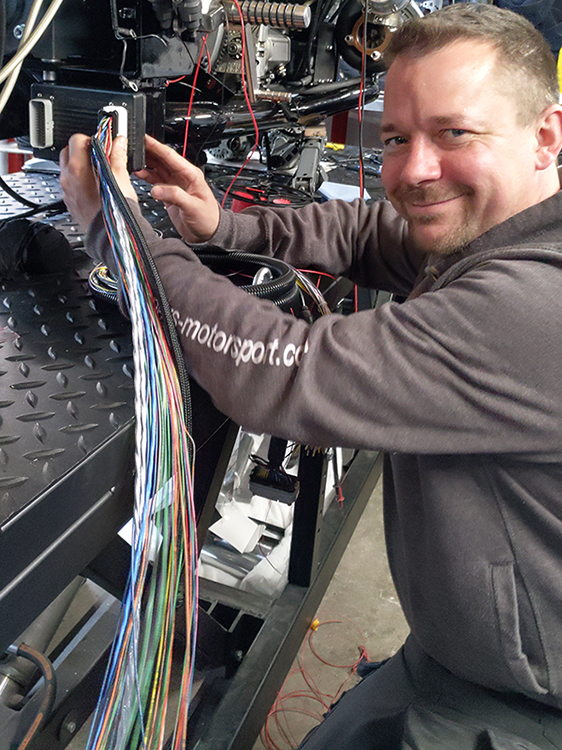 … besloten we om er een compleet nieuwe kabelboom in te zetten. Kijk die verse draadjes toch eens, en die blije blik.
… besloten we om er een compleet nieuwe kabelboom in te zetten. Kijk die verse draadjes toch eens, en die blije blik.
 En toen ook maar meteen de nieuwste versie van de digitale besturingsbox
En toen ook maar meteen de nieuwste versie van de digitale besturingsbox
‘m-Unit’ geïnstalleerd: de ‘mo.unit Blue’, met veel nieuwe snufjes zoals Bluetooth. Soms moet je jezelf gewoon wat gunnen. ;)
 Zelf had ik ook nog een elektronische uitdaging: er was eigenlijk te weinig plaats voor de tien relais in de beide framebuizen onder het zadel. Dus op zoek gegaan naar compacte relais, en deze gevonden in het verre China.
Zelf had ik ook nog een elektronische uitdaging: er was eigenlijk te weinig plaats voor de tien relais in de beide framebuizen onder het zadel. Dus op zoek gegaan naar compacte relais, en deze gevonden in het verre China.

In Adobe Illustrator tekende ik printplaten en liet deze vervolgens etsen door VDR Electronics.
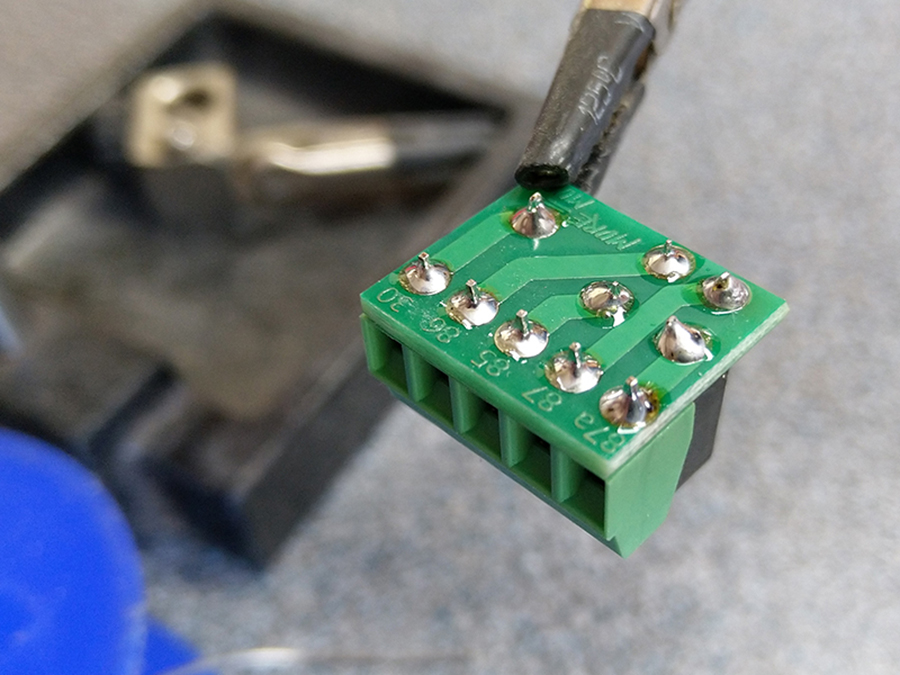
Zelfs het kleine More = More logo past erop.
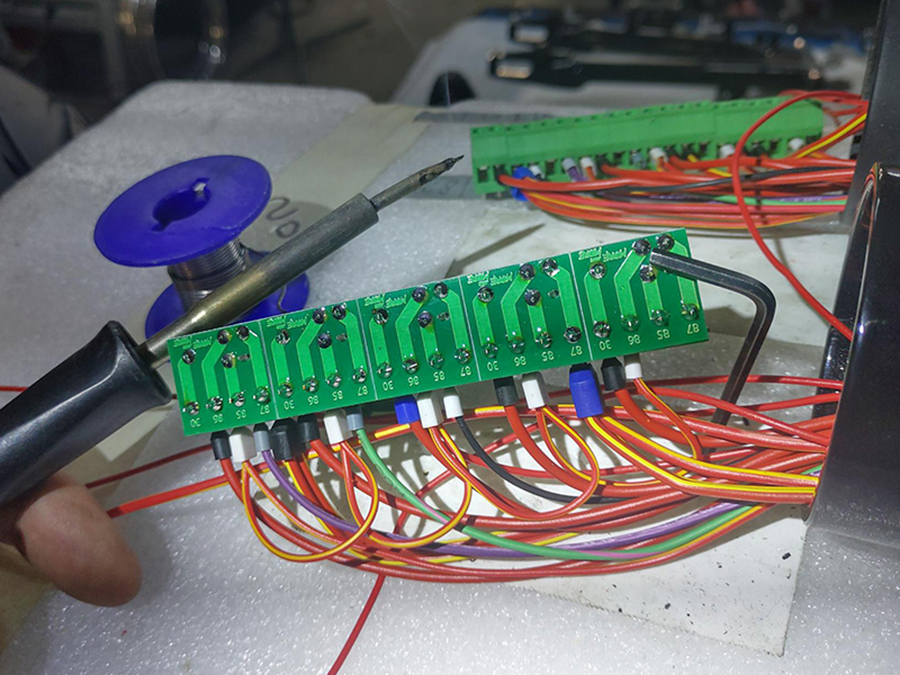
Zo ziet een rij van vijf relais er nu uit, beduidend kleiner dan voorheen.

Ik ontwierp een compacte behuizing voor de relais, en 3D printte deze vervolgens.
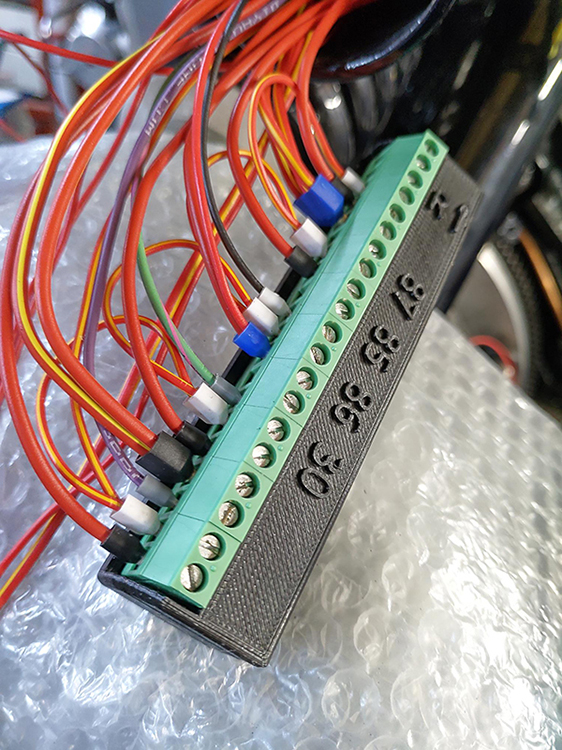 Compact en afgeschermd. Hierdoor plaats gewonnen voor de vele (!) draadjes, en voor de achterlichten.
Compact en afgeschermd. Hierdoor plaats gewonnen voor de vele (!) draadjes, en voor de achterlichten.

Een auto met aanhanger vol met plaatwerk ging richting Apeldoorn. Voor Bart betekende het weken van schuren, plamuren, afplakken en spuiten …

… in groot én klein.

Soms bracht ik nog onderdelen na. Apeldoorn is best naast de deur, op een Hayabusa.
 Het monteren van de kroonplaat bleek de lak op de vorkpoten te beschadigen. Dus leverde ik ze als geheel aan, zoals je misschien op de vorige foto al zag.
Het monteren van de kroonplaat bleek de lak op de vorkpoten te beschadigen. Dus leverde ik ze als geheel aan, zoals je misschien op de vorige foto al zag.
 Links grof mat, rechts glans.
Links grof mat, rechts glans.

Gebogen oppervlaktes, zoals hier de koplampen, vroegen wat overleg via WhatsApp. Dat verliep soepel.
 Minder goed ging het met de binnenranden van de velgen. De banden gedemonteerd, de velgen gesplitst …
Minder goed ging het met de binnenranden van de velgen. De banden gedemonteerd, de velgen gesplitst …
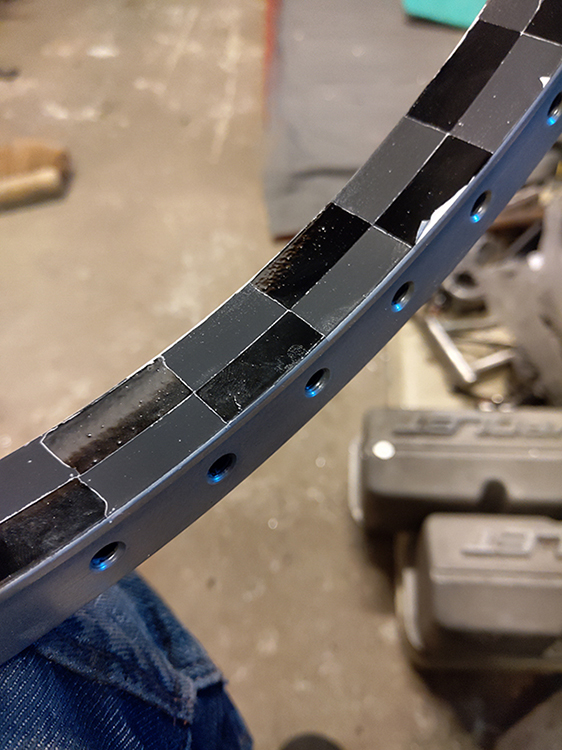 … maar het blokjespatroon was niet strak te krijgen.
… maar het blokjespatroon was niet strak te krijgen.

Dus tekende ik het patroon in Illustrator en liet de folie printen bij blackfishgraphics.com.

Et voilà!

Met speciale velgenkit monteerde ik de drie velgdelen weer op elkaar …

… uiteraard met een momentsleutel, zodat elk boutje met het juiste aanhaalmoment vastzit.
Het bankpasje en het afplakband voorkomen krassen op het spuitwerk.
Het zo krasvrij mogelijk opbouwen van de motor is zeer delicaat en verloopt daardoor erg traag.

Vier nieuwe lagers in het voorwiel en vier in het achterwiel …

… en de band er weer op. Dat was makkelijker gezegd dan gedaan, zoals wel vaker.
Kwikfit Nijmegen had blijkbaar nieuw personeel die mijn splinternieuwe achterband er maar niet op kreeg, en deze met 8 (!) bar druk zelfs liet scheuren. Gelukkig nam Theo Janssen vervolgens de tijd om weer een nieuwe band er vakkundig op te leggen.

Wederom balanceerde ik de wielen uit, in alle rust.

Zwarte velgen en dan metaalkleurige balanceergewichtjes? Dat kan natuurlijk niet. Gelukkig bleken er ook zwarte te koop te zijn.

Ook in het zadel wilde ik het mat-glans contrast terug laten komen. Een experiment met stiksels zag er niet uit.

Leer blijk je ook te kunnen graveren met een lasercutter, wat ik niet wist. Hierdoor wordt het mat, en dat was de oplossing. Het stikwerk was van Miller Kustom Upholstery.
Was dat alles, in bijna drie jaar? Wat denk je zelf, natuurlijk niet! :)
Onbesproken zijn de vreselijke Dyno-testdag 10 maart 2021 (snel vergeten), verlorengeraakte aantekeningen, (au), gedonder met de accu’s en het ter ziele gaan van mijn favoriete leverancier Technisch Bureau Holl.

En nu? Verder met afbouwen, kabelboom afmaken, elektronica testen, starten, spuitwerk bijwerken. Nog best veel.
Ook nog even een nieuwe sensor ingebouwd, bij de nokkenas, zodat de motor vanaf nu sequentieel ingespoten kan worden. Hierdoor kan per cilinder en per toerental de hoeveelheid ingespoten benzine worden gekozen, wat een positieve invloed zal hebben op het vermogen.

Twaalf updates … twintig jaar bouwen … ik kan alleen maar zeggen: tot de volgende update! ;)