
13 februari 2016: vol goede moed voor wat mogelijk wel eens de laatste testdag zou kunnen worden. Met een beetje geluk zou de V8 vandaag tonen wat-ie in huis heeft. Om na deze dag te demonteren, af te werken, te spuiten, en te rijden.
Om de goden gunstig te stellen, had ik drie professionele gasmakers gekocht, mede omdat vandaag het water-methanolsysteem gebruikt zou worden. En da’s een vies goedje.

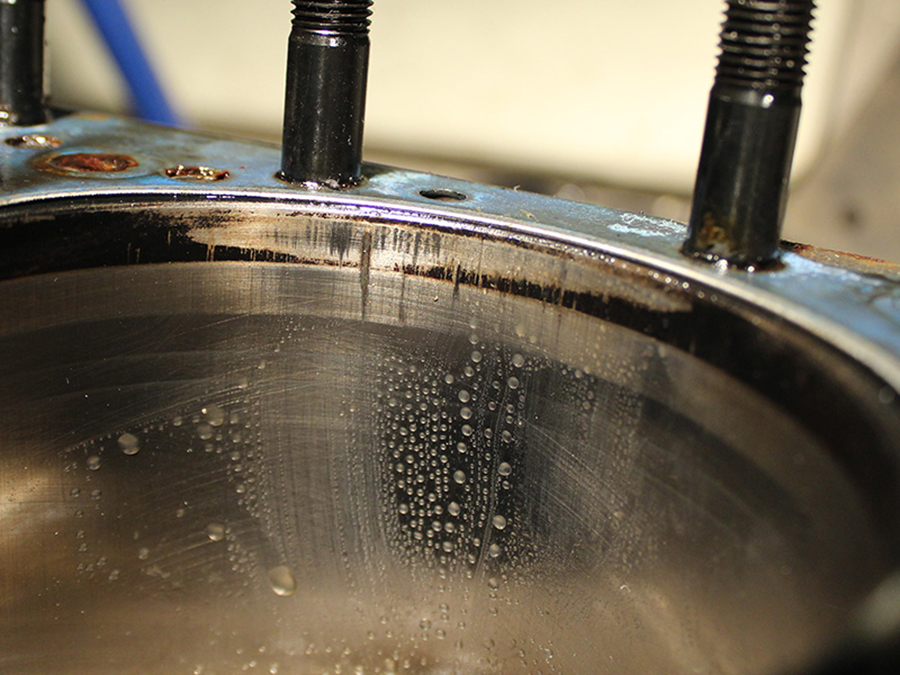
Helaas: niets van dat al. Het oliepeil bleek verdacht hoog, en troebel. Dus motor warm laten lopen, olie afgetapt, filter vervangen, en verse olie erop. Er bleek koelvloeistof in de olie, en dat is helemaal geen goed teken.

Daarna gaf de uitlaatgasmeting grote verschillen aan tussen de linker en de rechter cilinderbank, en ook dat hoort niet. Bougies vernieuwd. En na een grote blauwe rookpluim uit de uitlaat, hebben we het testen gestaakt. Hier klopte iets helemaal niet. En meer dan iets.

… en analyseerden de testresultaten.

Tja. De motor bleek ziek. Verder testen had geen zin.
We trokken de volgende conclusies:
1. De oorzaak van de koelvloeistoflekkage moest gevonden en verholpen worden.
2. De motor krijgt niet genoeg lucht omdat de flow van het inlaatspruitstuk niet goed is. Niet genoeg lucht betekent niet genoeg benzine betekent niet genoeg vermogen. En 350 achterwiel-pk’s is niet genoeg vermogen, dat is duidelijk.

Dus wat doe je dan? Dan bouw je het hele boeltje weer uit elkaar. Meer uit elkaar dan ooit tevoren.
De koelvloeistoflekkage had deels te maken met het feit dat het 2K-vulmiddel dat ik gebruikte niet glycolbestendig bleek (zie update 8), en deels dat de inlaatpakking te hard was voor mijn aluminium inlaatspruitstuk. Nu ik wissel van FelPro #90314-2 (‘Standard’) naar FelPro #1205 (‘Performance’) is dat vermoedelijk verholpen. Je moet het maar weten…
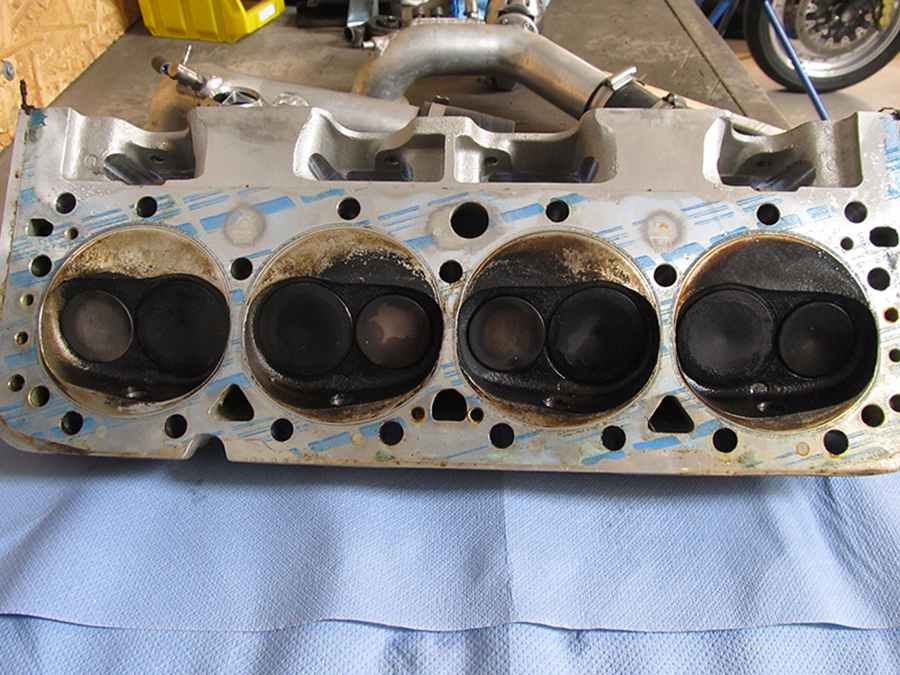
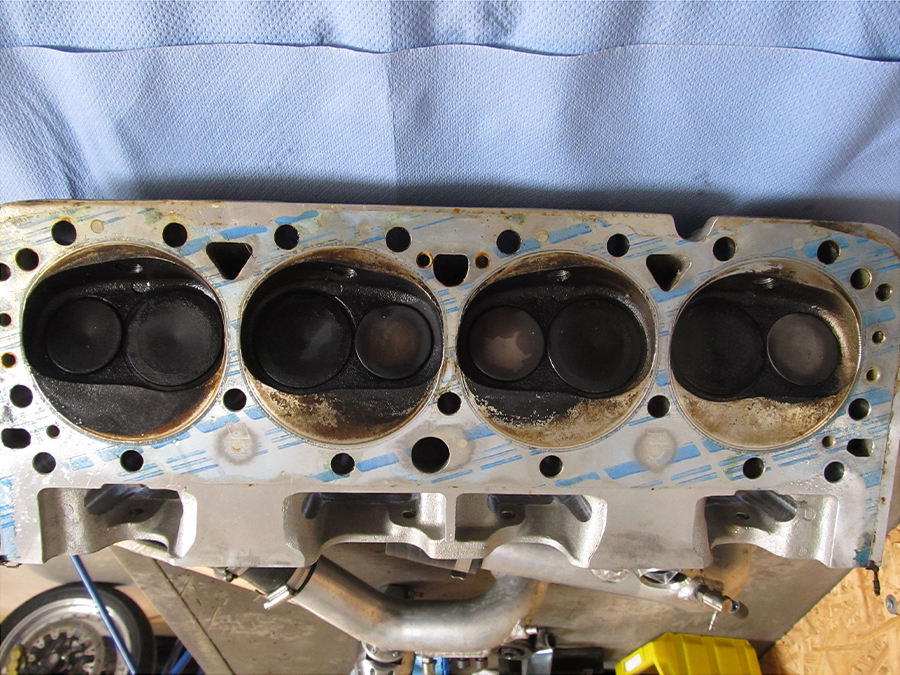
Aan de koppen kon je duidelijk zien dat de luchtstroom in het inlaatspruitstuk niet klopte. Van links naar rechts zie je de kleppen en de verbrandingskamer steeds zwarter worden: links, bij de aanvoerkant van de lucht, is het mengsel lucht-benzine te arm, daardoor geen roetaanslag maar te hoge temperatuur.
Rechts, achterin het spruitstuk, is het mengsel lucht-benzine te rijk, daardoor weliswaar koeler maar veel roetaanslag.
En daar tussenin is het goed. Min of meer. En dus niet.

Nog dezelfde maand kwam Michel Verrips (r) op bezoek. Hij heeft veel ervaring met het tunen van motoren, en dan vooral bij het vormgeven van inlaatspruitstukken.
Met hem de spagaat besproken: veel flow gewenst, dus veel volume, maar er is fysiek weinig plaats tussen het motorblok en de tank.

Zo zag het originele inlaatspruitstuk er uit, vlak voordat deze (lang geleden) werd afgelast. De vierkantbuizen zorgen voor een slechte flow. ‘Geen punt’, werd mij tien jaar geleden bezworen, ‘jouw dikke turbo’s stuwen de lucht toch wel waar het zijn moet, ongeacht grootte en vorm van inlaatspruitstuk.’ Dat bleek waar, maar slechts tót 350 pk. En daar willen we ruim overheen.
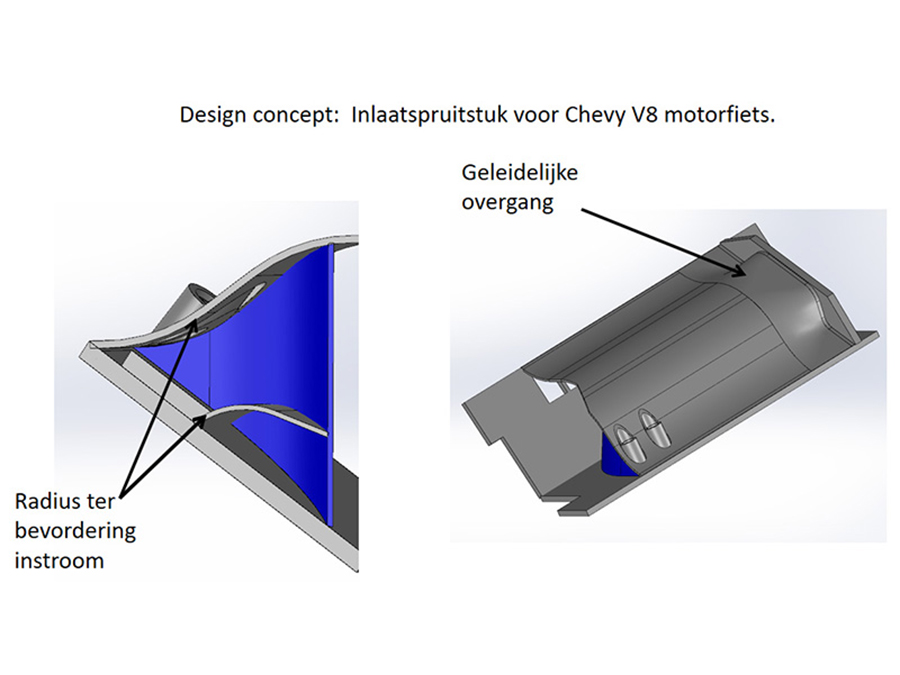
Michel zette zich aan zijn digitale 3D-tekentafel en kwam met een uitgewerkt voorstel: optimaal gebruikmakend van de beschikbare ruimte, en een zo gelijk mogelijke luchtverdeling tussen de afzonderlijke cilinders.
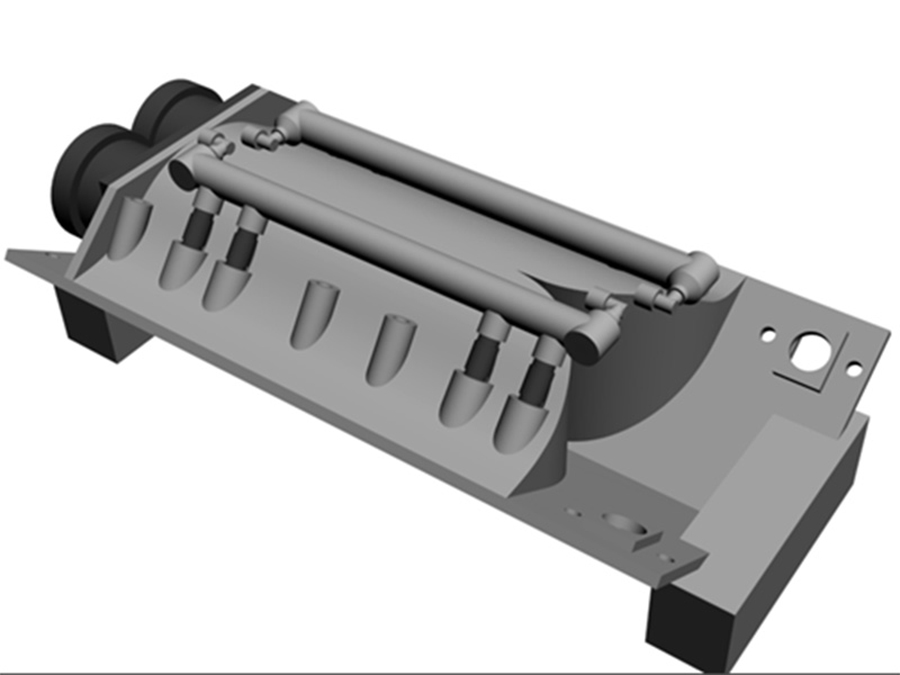
Het nieuwe spruitstuk is duidelijk groter.
In de acht lagere buisjes (hier vier zichtbaar) komen de injectoren, de zes hogere buizen (hier drie te zien) zijn om het spruitstuk op de cilinderkoppen te kunnen monteren.

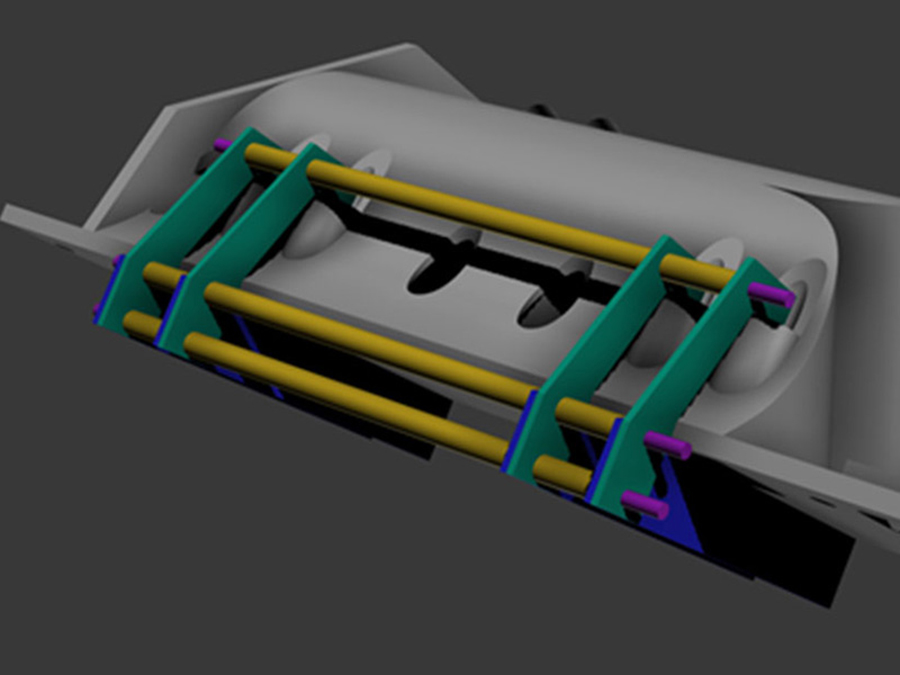
Een inkijkje in het nieuwe spruitstuk.
Het binnenwerk bevat tien gebogen schotten om de lucht in de cilinders te geleiden.
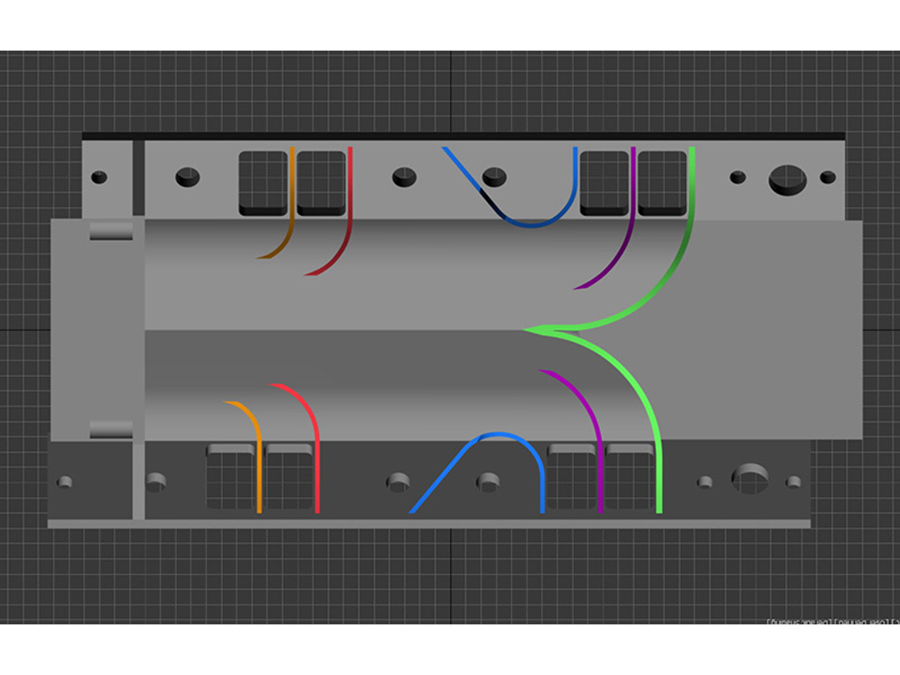
De schotten ditmaal ingekleurd.

De ingekleurde schotten gezien vanuit het gasklephuis, aan de voorzijde.
 Ik kwam in contact met Peter Schneider: hij installeert en repareert professionele 3D-printers. Samen met hem heb ik de mogelijkheden overwogen om mijn nieuwe inlaatspruitstuk te printen. Dit zou veel constructietijd schelen: direct van computermodel naar bruikbaar eindproduct. Niets lassen en dus ook geen vervorming door het inbrengen van hitte. Klinkt ideaal.
Ik kwam in contact met Peter Schneider: hij installeert en repareert professionele 3D-printers. Samen met hem heb ik de mogelijkheden overwogen om mijn nieuwe inlaatspruitstuk te printen. Dit zou veel constructietijd schelen: direct van computermodel naar bruikbaar eindproduct. Niets lassen en dus ook geen vervorming door het inbrengen van hitte. Klinkt ideaal.

De 3DSystems-printers, waarvan hij er een bezit, werken volgens het zogenaamde SLS-principe: Selective Laser Sintering. Op een poederbed wordt een laagje van 0,1mm kunststofpoeder aangebracht.

Het hele oppervlak wordt tot nèt onder het smeltpunt van het poeder verwarmd (170 graden), waarna een CO2-laser de bovenste 0,1mm poederlaag doet smelten die het product vormt. Vervolgens wordt er weer laagje poeder aangebracht, en weer gelaserd.
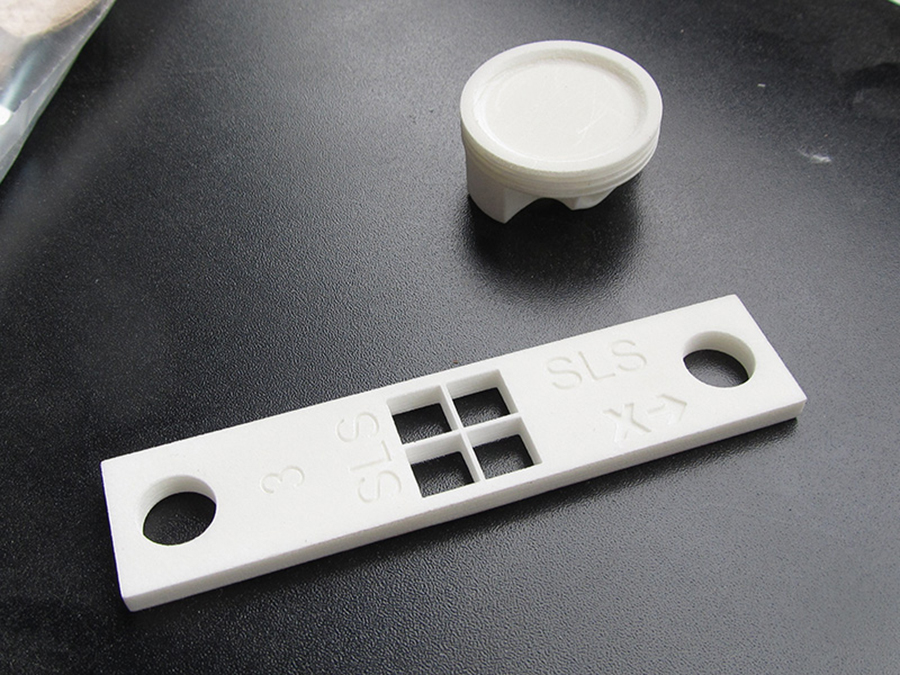
Als het laseren klaar is, moet het poederpakket langzaam afkoelen en kunnen de delen eruit gepakt worden. Dat kunnen eenvoudige producten zijn …
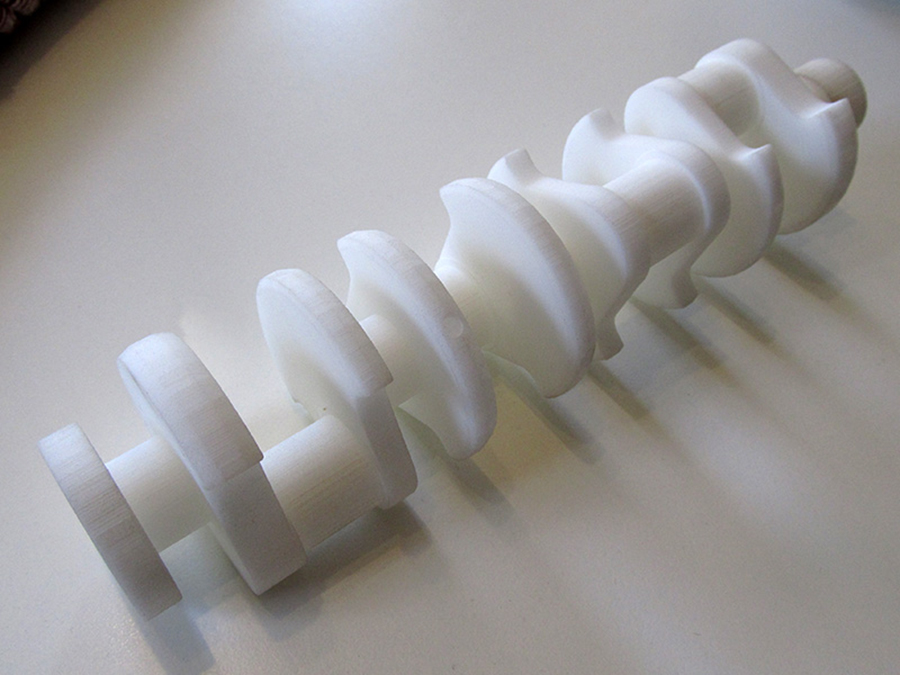
… maar ook complexe, zoals deze krukas.
Helaas was er teveel onzekerheid over sterkte, krimp, benzine-, olie-, koelvloeistof-, temperatuur- en drukbestendigheid van de beschikbare kunststoffen.
Printen (‘sinteren’) in aluminium en RVS kan tegenwoordig ook, maar niet met Peters printer. En ze zijn een beetje ‘boven budget’:8.000 (alu) en 30.000 Euro (RVS). Al met al té riskant en veel te duur. Maar dit is uiteraard de toekomst.
 Ik liet vervolgens een prototype printen met de Ultimaker 2 Extended. Dit is een zogenaamde Fused Deposition Modeling (FDM) printer die nog geen half procent kost van Peter Schneiders SLS-printer. Mijn vriendelijke en vaardige collega Paul Spannenberg beheert deze machine.
Ik liet vervolgens een prototype printen met de Ultimaker 2 Extended. Dit is een zogenaamde Fused Deposition Modeling (FDM) printer die nog geen half procent kost van Peter Schneiders SLS-printer. Mijn vriendelijke en vaardige collega Paul Spannenberg beheert deze machine.
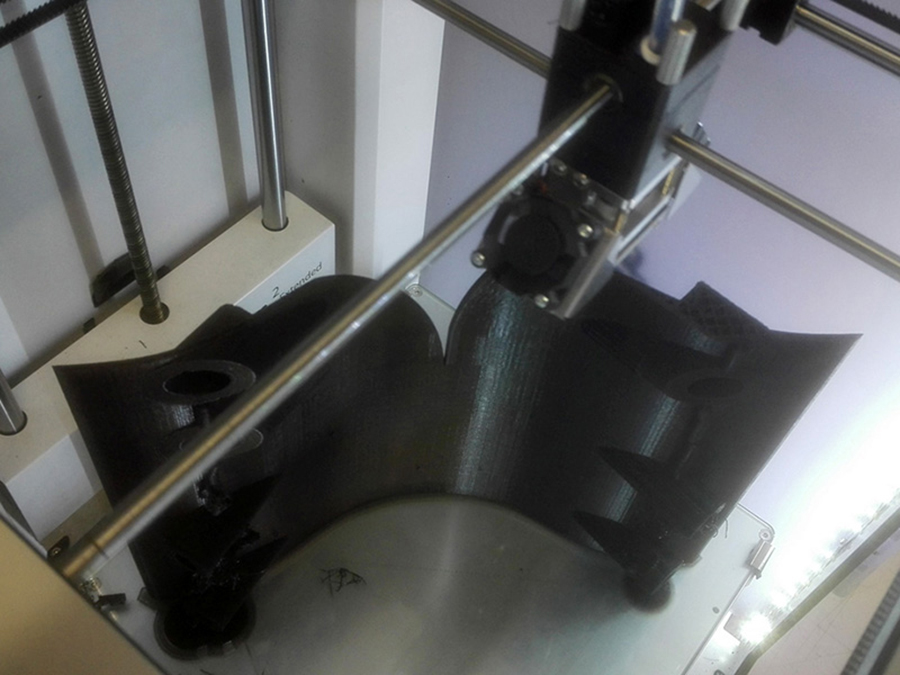
De machine werkt als een soort lijmpistool dat dunne laagjes kunststof (bijv. nylon) op elkaar stapelt. Het hele spruitstuk werd in acht delen geprint. Dit nam enige honderden (!) uren in beslag, en was daarmee het grootste onderdeel dat tot dan toe op de academie geprint was.

Deel voor deel op het blok passen.

De 3D-print voldeed prima om een tastbaar idee te krijgen van formaat en pasvorm, en was een perfect prototype (‘mock-up’) van de uiteindelijke versie.
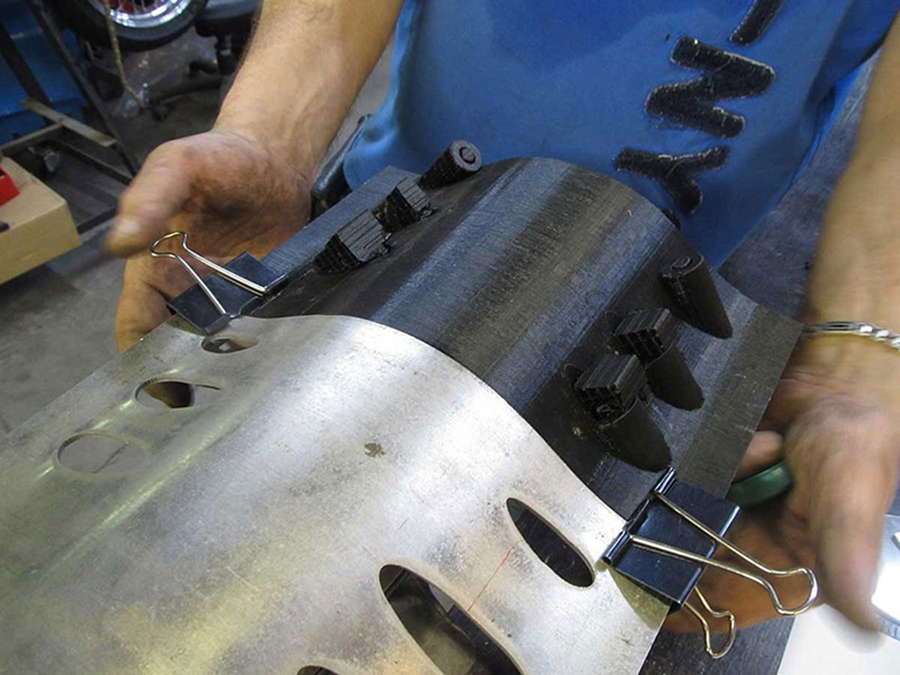
Het werd dus aluminium. En wel op de oldskool manier. Ik liet de onderdelen watersnijden en kon de 3D-prints prima als vormindicatie gebruiken.
Ik werkte heel prettig samen met aluminiumexperts Dirk en Hans aan het bouwpakket, wat opgeteld zo’n 50 uur in beslag nam. Best een monsterklus. Zoals alles bij deze motor.

We werkten er in Nederland en in Duitsland aan. Wat soms leidde tot nogal onconventioneel vervoer van gereedschappen (zoals deze 20L Argonfles) tussen de beide landen.
 Dirk als Master of Modeling …
Dirk als Master of Modeling …
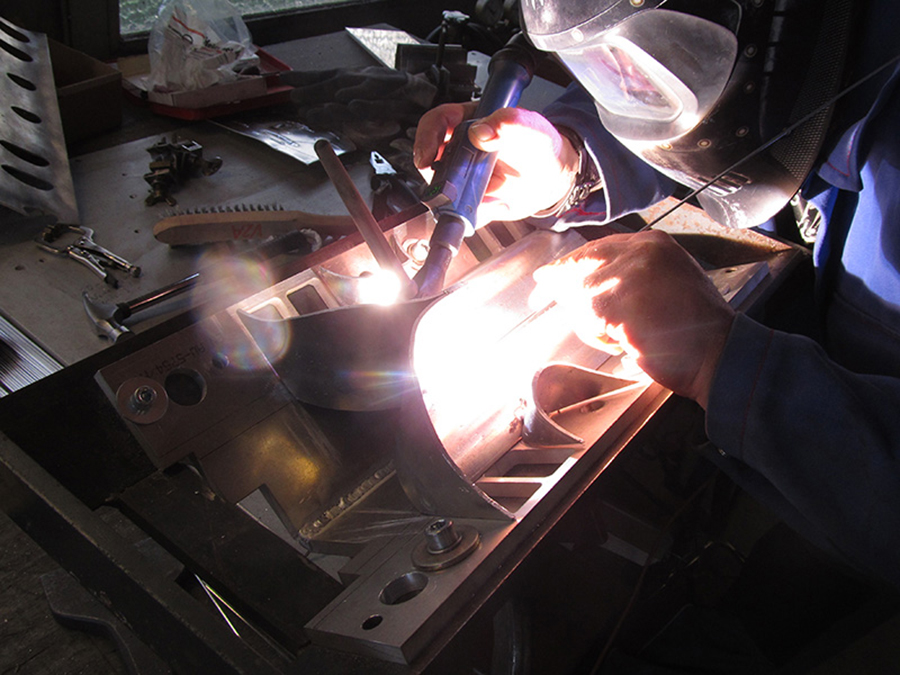
 en Hans als Master of Welding.
en Hans als Master of Welding.
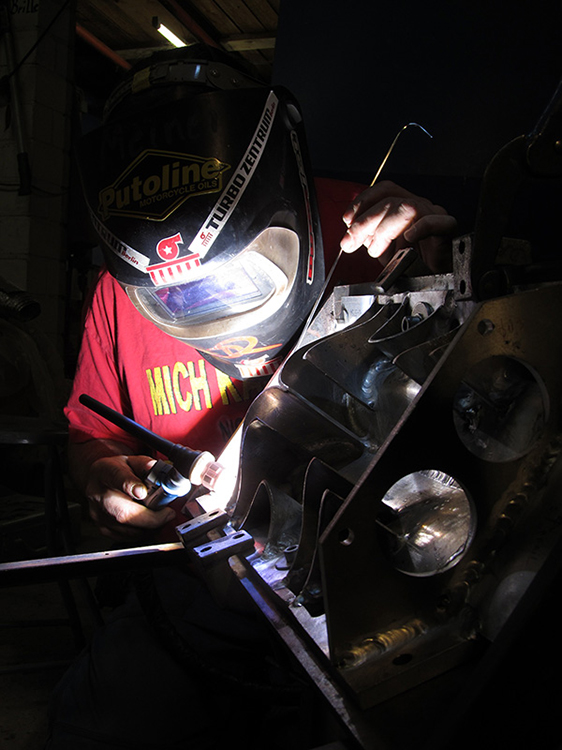 Soms tot in de kleine uurtjes.
Soms tot in de kleine uurtjes.

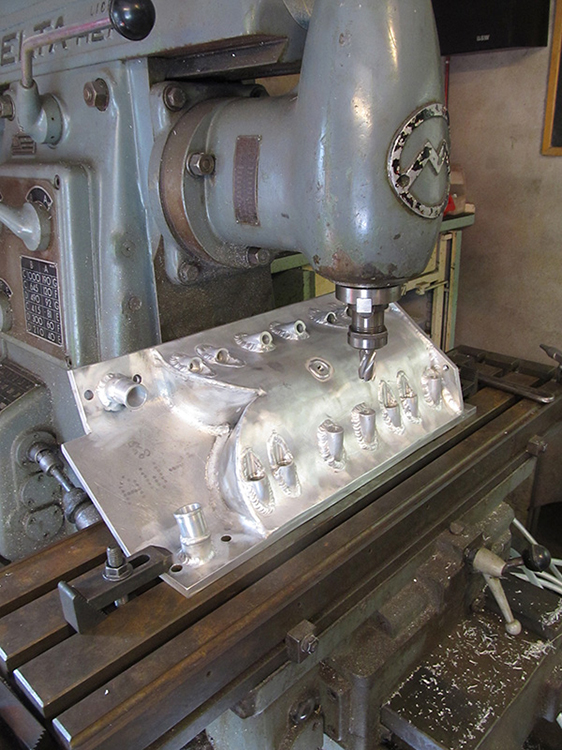
Iedere oneffenheid aan de binnenkant veroorzaakt ongewenste luchtwervelingen. Het kostte me twee dagen, als Master of Grinding, om de binnenkant af te werken met frees en schuurlinnen.

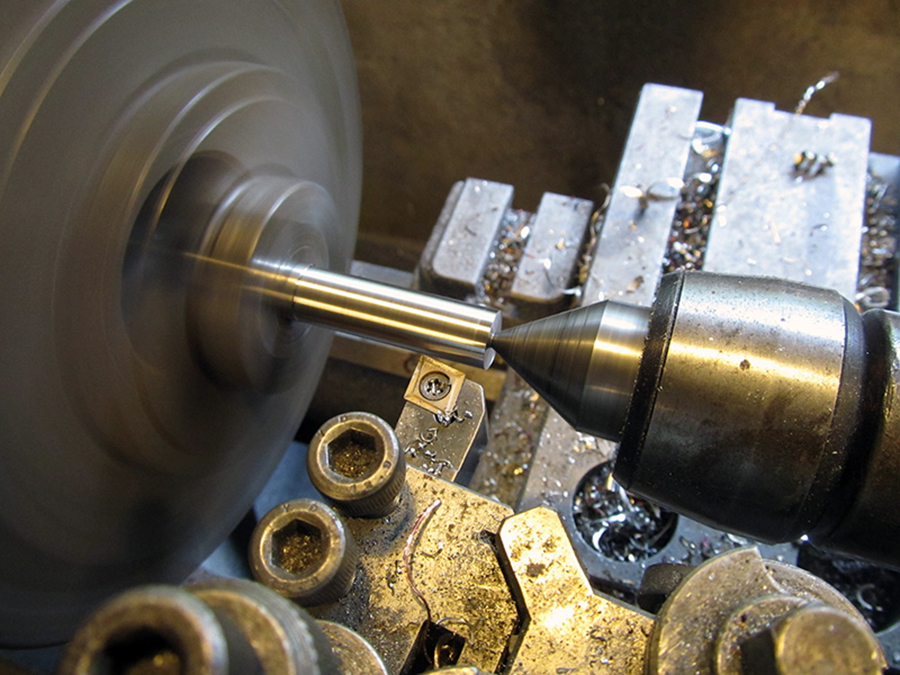
Veel nauwkeurig werk op de draaibank, zoals hier een injectorhouder.

Conventioneel precisiewerk, geweldig om te doen.

Deksel erop.
Ik tekende een constructie om de injectorhouders exact op de juist plaats te krijgen. De onderdelen ervan werden uitgesneden met water.

Dat werkte prima.

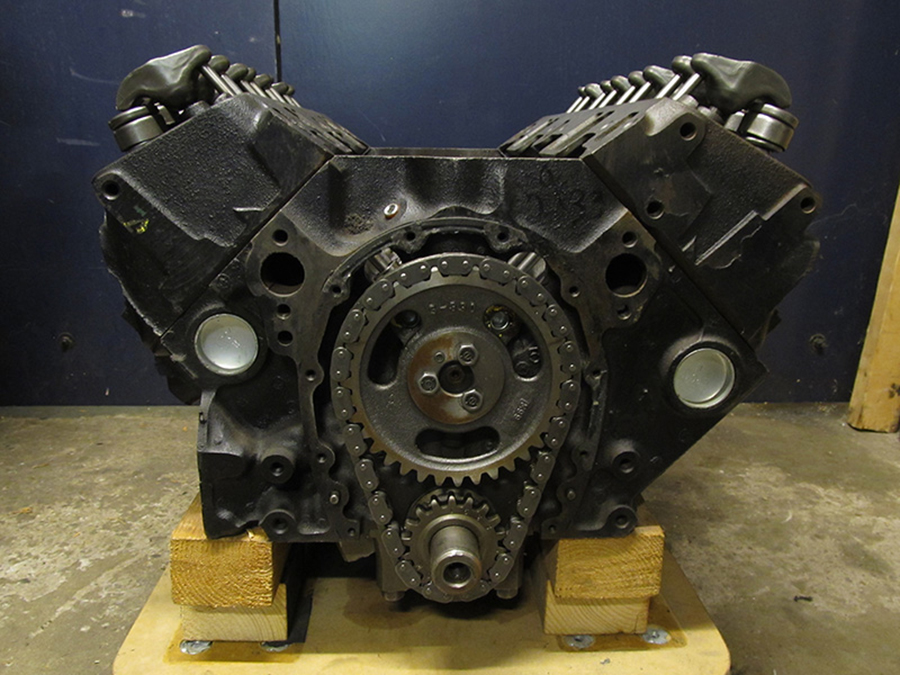
Ik hoopte dat de rest van het blok nog te redden was. Dat bleek niet het geval: een complete revisie was onontkoombaar. De koelvloeistof had de oliefilmlaag van alle draaiende delen weggedrukt waardoor metaal op metaal ingeslepen was.
De Duitse V8-expert Jürgen onderzocht de patiënt. Hij zou een prijsopgave maken maar haakte uiteindelijk met veel smoesjes af. ‘Zeitverschwendung’ noemen ze dat in het Duits…

Ronnie Spijker bracht me op het spoor van Jacco Griekspoor. In zijn bedrijf, Jacco Cars & Parts (‘geen website, want niet nodig’) handelt het enkel en alleen om het reviseren van Amerikaanse blokken. We hadden meteen een klik: niet alleen V8, maar ook zescilinder motorfietsen (hij Kawa, ik Honda) en Münch Mammut. Mijn motor zou bij hem in goede handen zijn.

Zijn werkplaats is zo schoon als een operatiekamer en voorzien van alles wat een revisiehart begeert.
Jammer genoeg bleek zelfs revisie niet mogelijk: het blok bleek helaas niet te redden. Enkele cilinderwanden waren dermate beschadigd dat de wanddikte van het blok bij overmaat zuigers onacceptabel dun zou zijn.
Over overmaat gesproken: tot overmaat van ramp bleek ook de krukas niet te redden. En adviseerde Jacco andere (zwaardere) drijfstangen. En ja, als we dan tóch bezig zijn, ook maar meteen een scherpere nokkenas. Allemaal nodig, allemaal beter, en ook allemaal gruwelijk pijnlijk voor de portemonnee.
Jacco wist gelukkig een ‘high performance fourbolt’ op de kop te tikken. Eentje met ‘nodulaire iron caps’, dus sterkere krukaskappen.
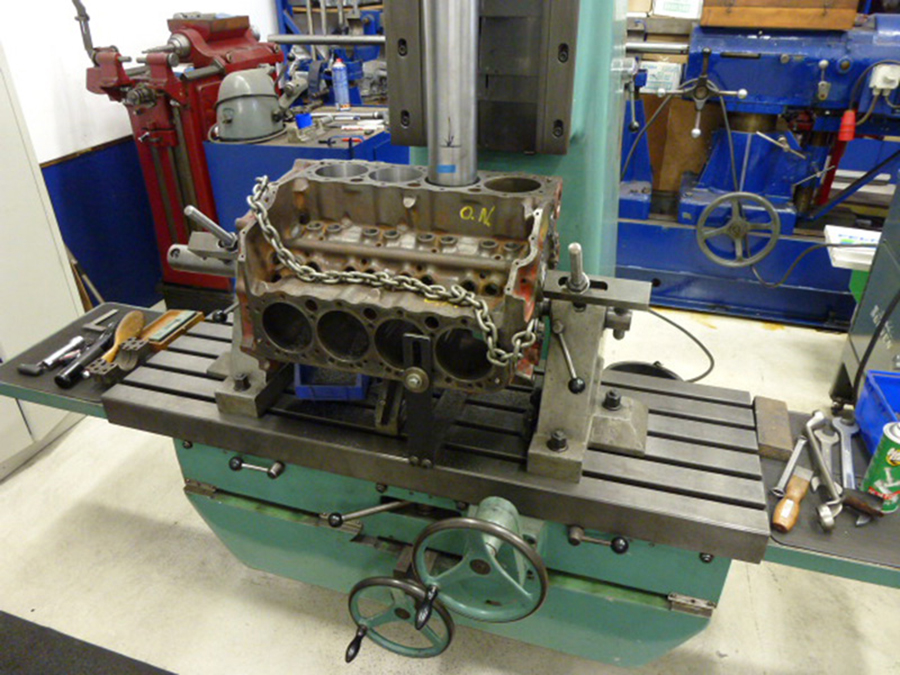
Hier worden de cilinders geboord.
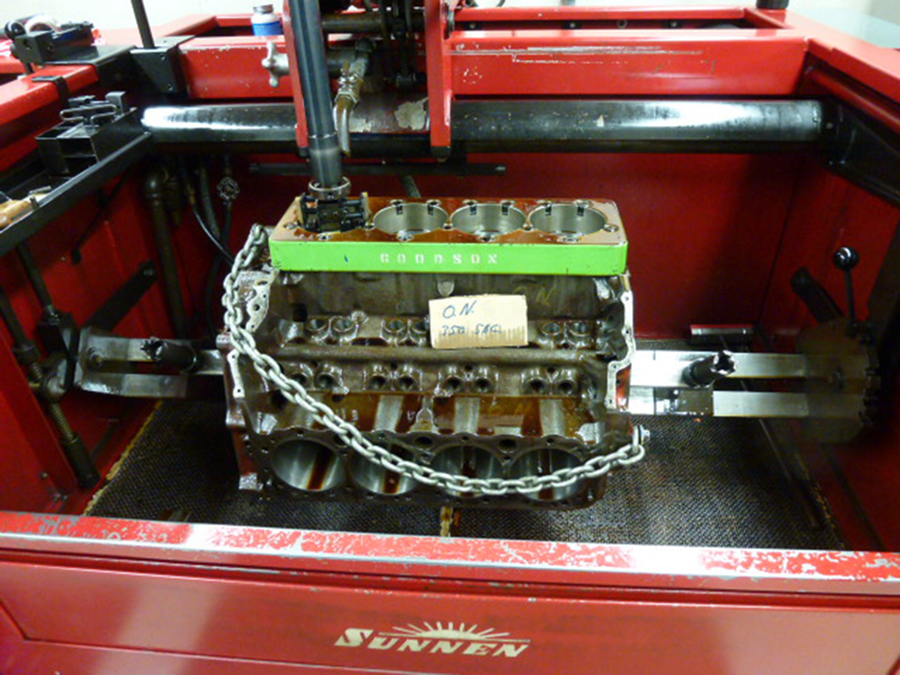
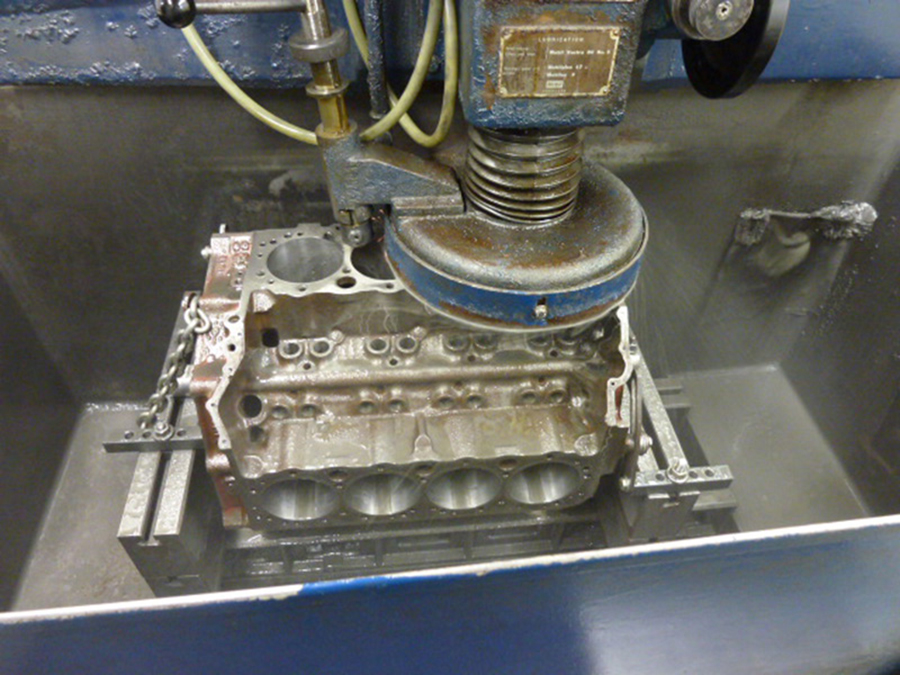
Een dikke ‘pressure plate’ wordt op het blok bevestigd voordat de cilinders hun tweede bewerking krijgen: het honen.
De koppen worden gevlakt.
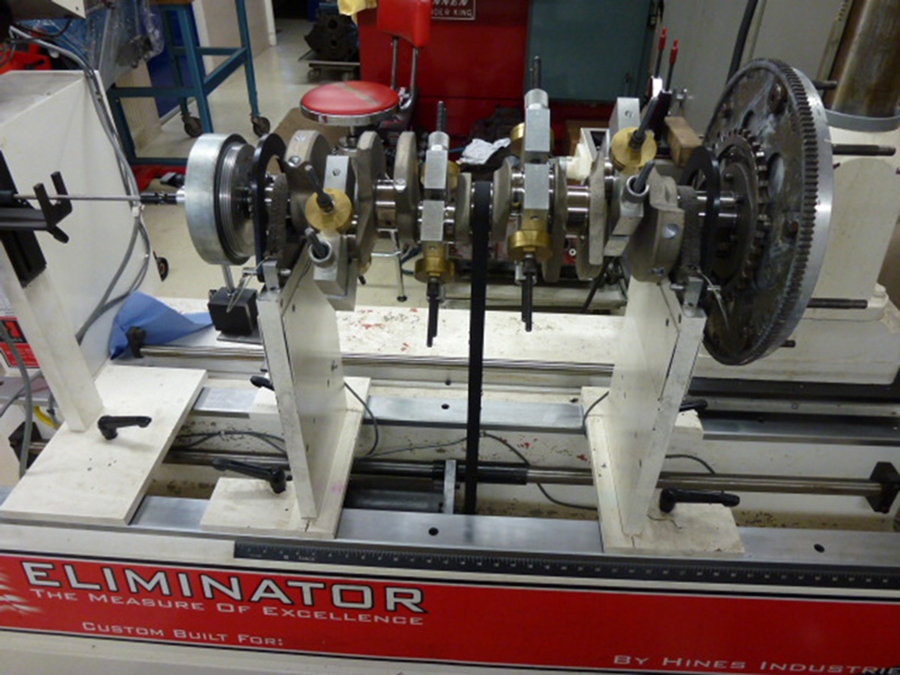
De nieuwe high performance Eagle-krukas wordt hier uitgebalanceerd met balancer (l) en koppeling (r).

Dat komt allemaal heel precies: onbalans in het blok vergroot de interne slijtage enorm en is, zeker bij een motorfiets, levensgevaarlijk.

Ook de aluminium koppen werden grondig onder handen genomen: hier worden de kleppen geslepen.

Na deze behandeling zien ze er zo uit.

Klepzittingen gefreesd.
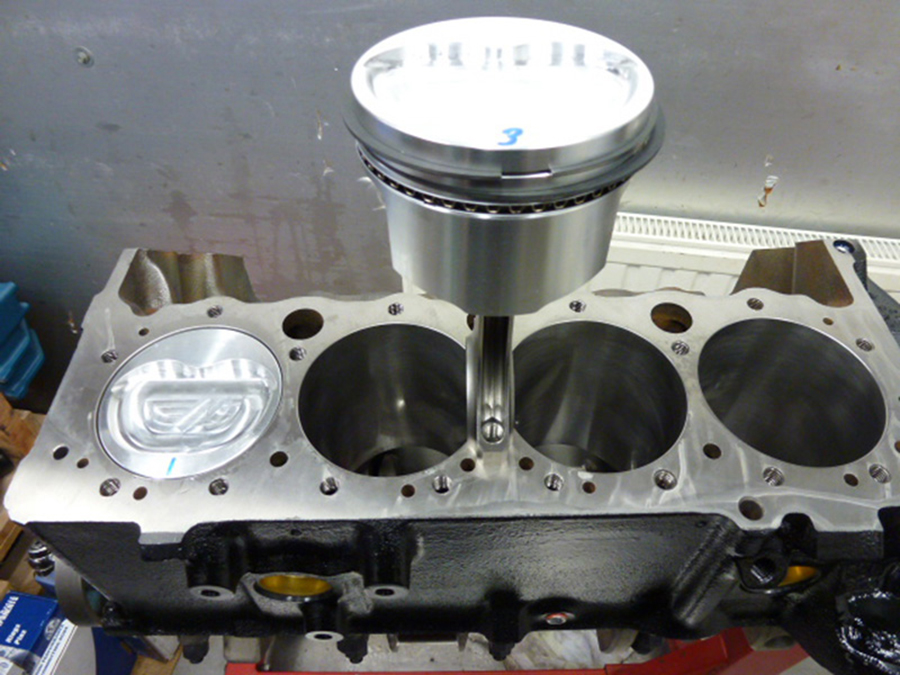
Nieuwe ‘dished’ zuigers, en nieuwe drijfstangen.
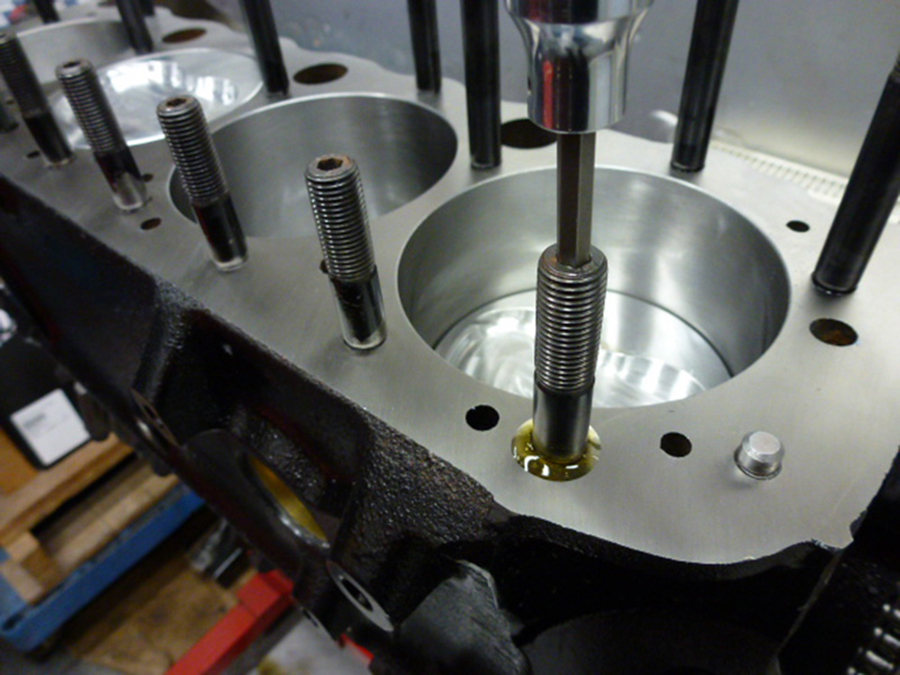
Nieuwe kopbouten, de zogenaamde ‘studs’.
De koppen vóór Jacco …

… en ná Jacco.

Ook de tuimelaars (blauw, bovenop) werden geïnspecteerd en, daar waar nodig, gemodificeerd.
Verder natuurlijk nieuwe lagers, klepsteelafdichtingen, oliepomp en pakkingen.
 Deze foto heet ‘Portret met Blok en Bescheiden Bouwer’, en is te koop. ;)
Deze foto heet ‘Portret met Blok en Bescheiden Bouwer’, en is te koop. ;)
 Ondertussen kon het nieuwe spruitstuk aan de buitenkant afgewerkt worden. En, terwijl ik daarmee bezig was, …
Ondertussen kon het nieuwe spruitstuk aan de buitenkant afgewerkt worden. En, terwijl ik daarmee bezig was, …
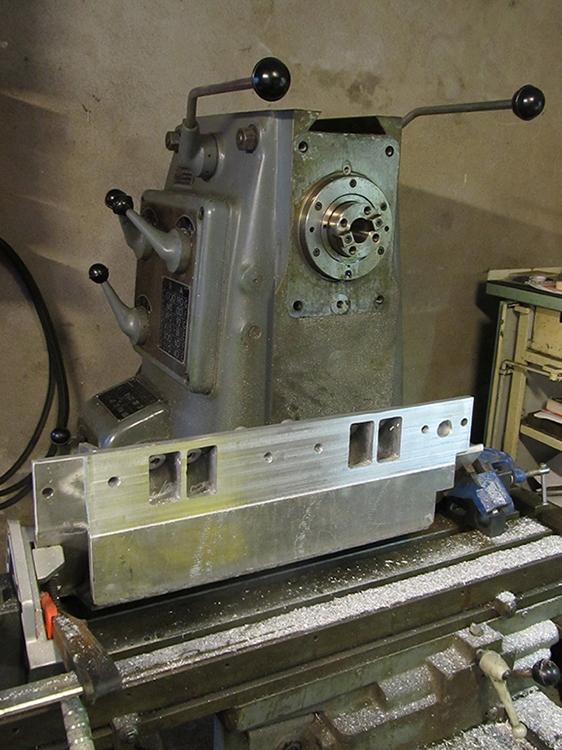 … gaf mijn trouwe freesbank de geest. Gelukkig kon ik deze zelf demonteren en repareren.
… gaf mijn trouwe freesbank de geest. Gelukkig kon ik deze zelf demonteren en repareren.
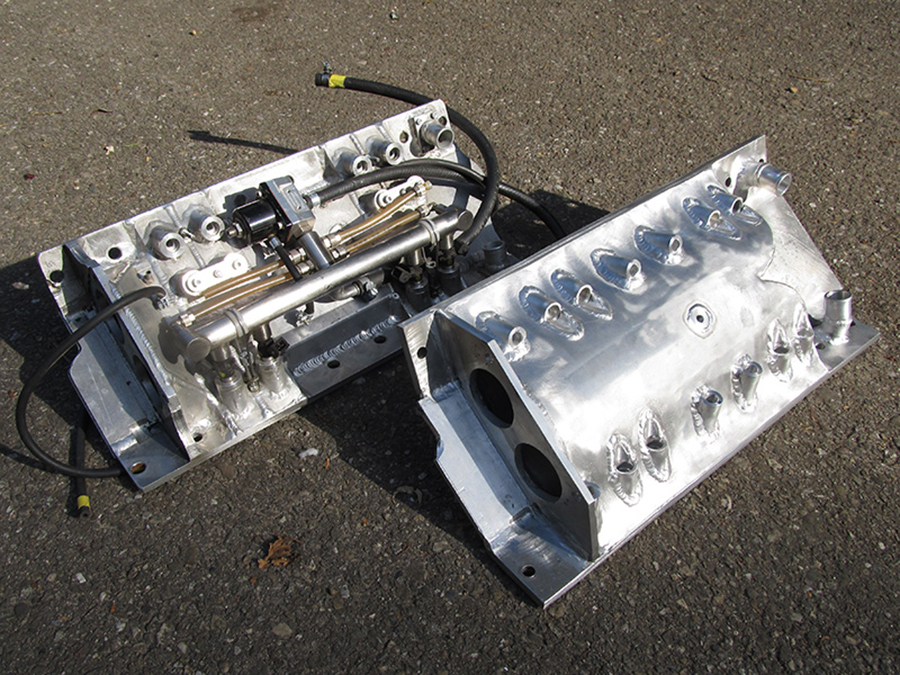
Links het oude spruitstuk, rechts het nieuwe (en aanzienlijk grotere) spruitstuk.
Uit een staf RVS …

… draaide ik een slangpilaar …

… maakte deze haaks …
 … en liet deze door Hans op de nieuwe fuelrails lassen.
… en liet deze door Hans op de nieuwe fuelrails lassen.
Dat begint er op te lijken.
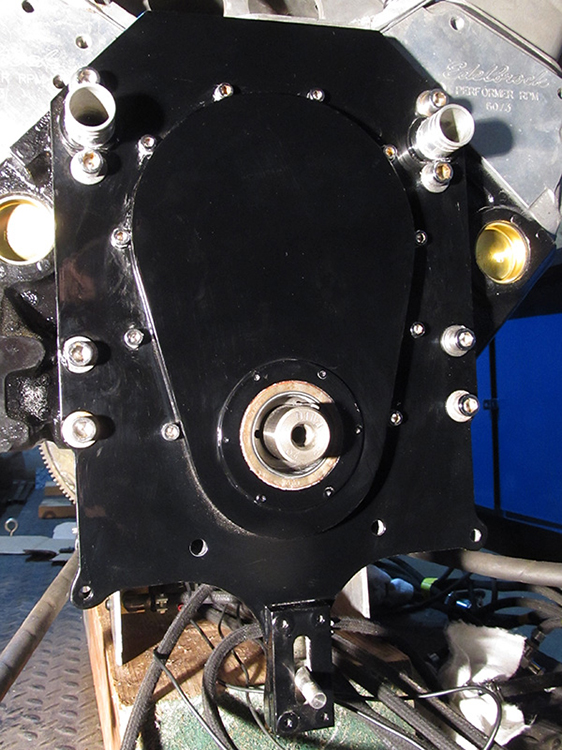 Opbouwen is natuurlijk een soort van oogsten. Hier de strak gespoten (by KustomBart) frontplaat.
Opbouwen is natuurlijk een soort van oogsten. Hier de strak gespoten (by KustomBart) frontplaat.

Niks voor niks in dit project: de ‘oude’ oliepomp (links op de foto) was een stuk kleiner dan de (uiteraard krachtigere) nieuwe pomp.

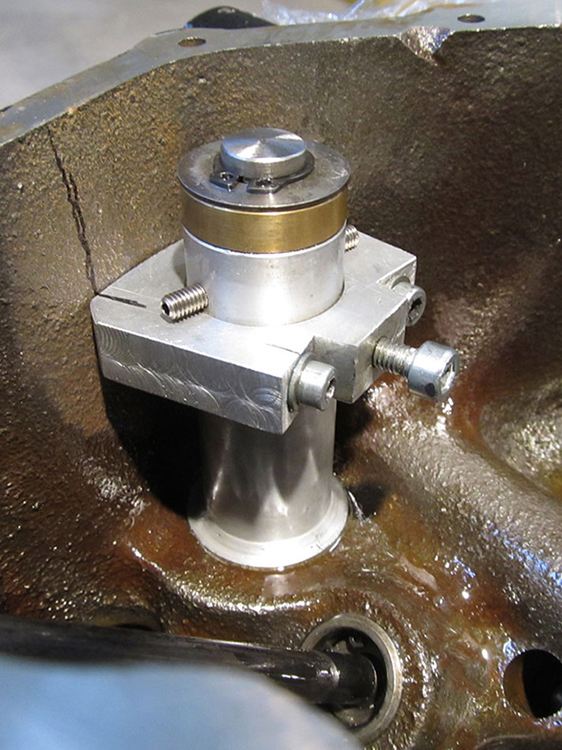
Om de oliezeef in de pomp te persen, bouwde ik een speciale persopstelling.
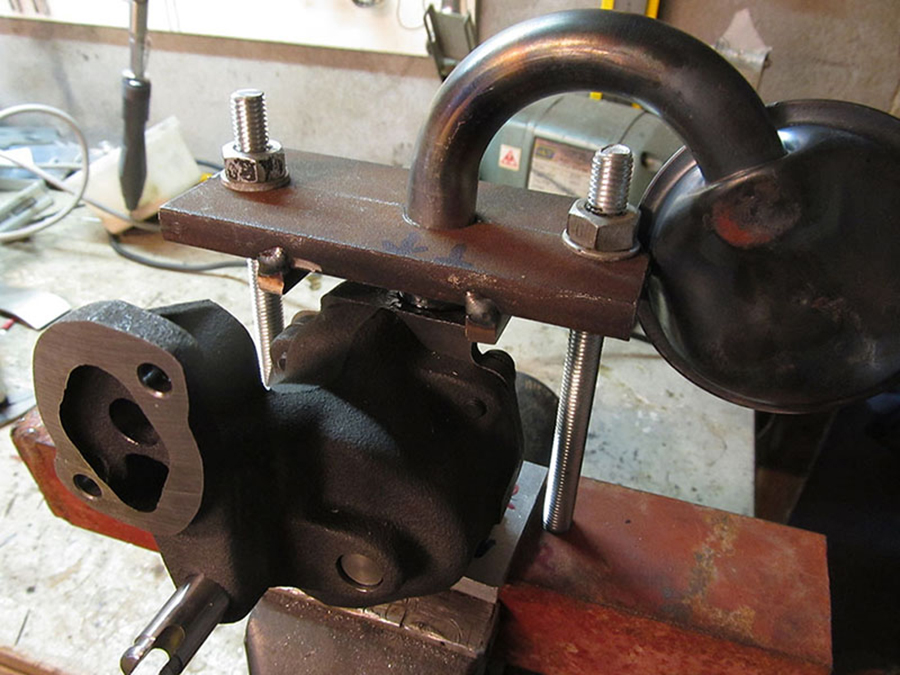
Best veel werk voor één enkele handeling.
 Het nieuwe blok was nét anders dan het oude blok. Bijna alles, zoals ook mijn oliepompaandrijving, moest een tikkie aangepast worden.
Het nieuwe blok was nét anders dan het oude blok. Bijna alles, zoals ook mijn oliepompaandrijving, moest een tikkie aangepast worden.

Er was geen plaats meer op het inlaatspruitstuk voor de benzinedrukregelaar. Deze moest naar voren verhuizen, naar het balhoofd.
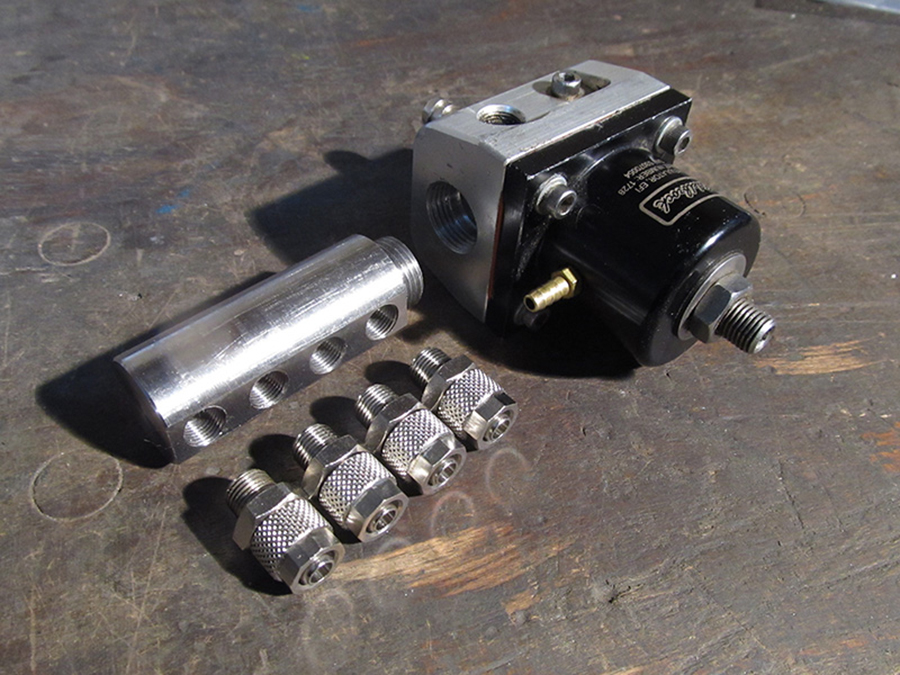
En aangepast worden, uiteraard.

Vier benzineleidingen, strak naast elkaar.

In elk van de acht uitlaatbochten boorde ik een gat voor een zogenaamde EGT (Exhaust Gas Temperature) aansluiting. Hierin komen acht nieuwe temperatuurvoelers: de uitlaatgastemperatuur geeft belangrijke informatie over de verbranding (te rijk, te arm, of goed), en dat is uiteraard van het grootste belang voor het tunen van de motor.

De oude VR-sensor wordt vervangen door een Hall-sensor.
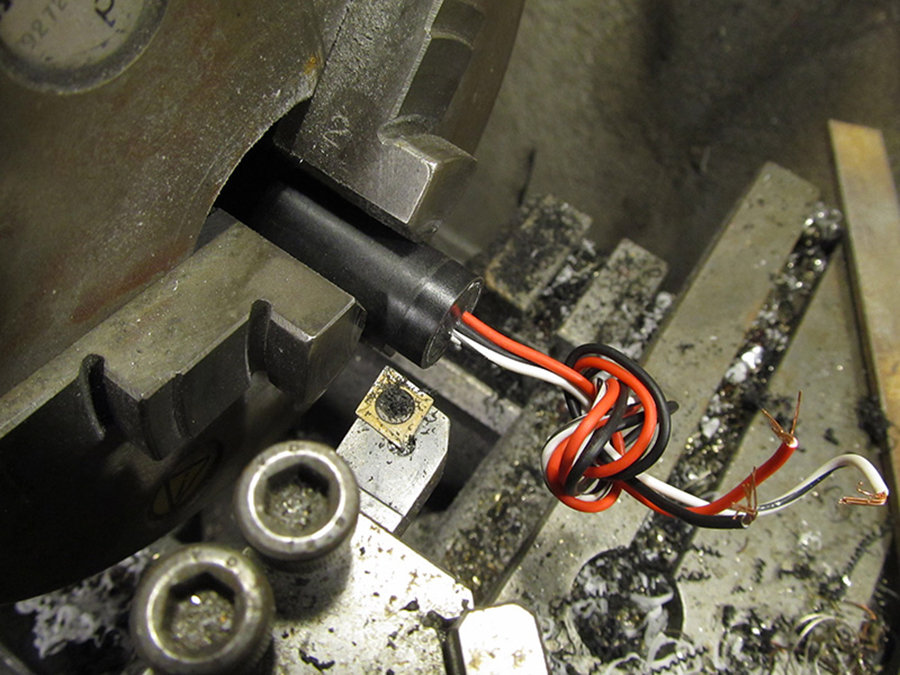
Ook deze moest eerst in de draaibank aangepast worden.
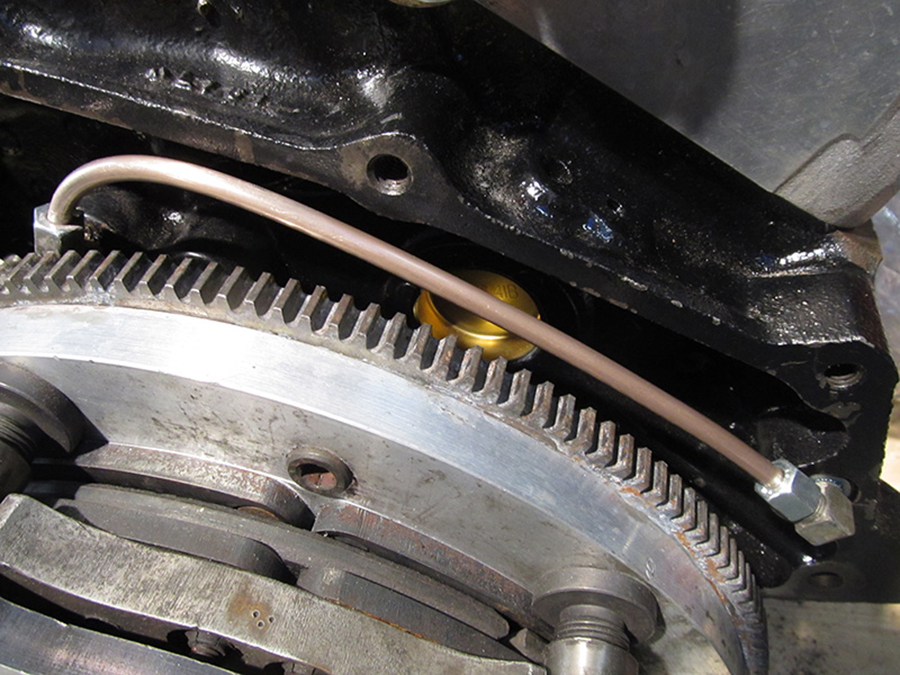
Eveneens aan de achterkant van het blok: een nieuwe olieleiding voor de oliedruksensor.
 Leuke activiteit is altijd het speuren en puzzelen bij Holl, ditmaal samen met Remco.
Leuke activiteit is altijd het speuren en puzzelen bij Holl, ditmaal samen met Remco.
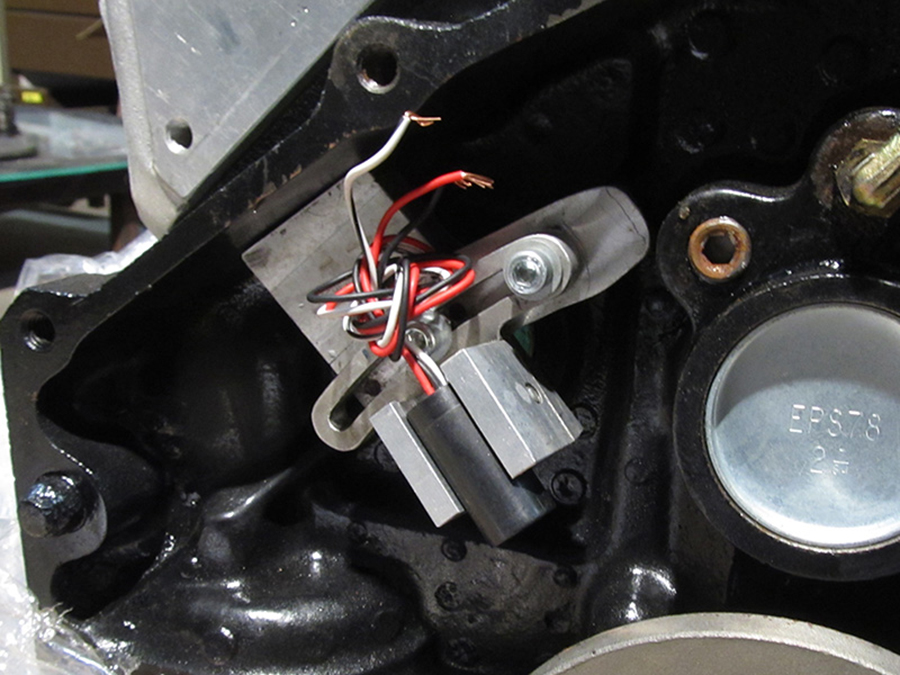
En ja, ook de houder van de sensor moest aangepast worden.

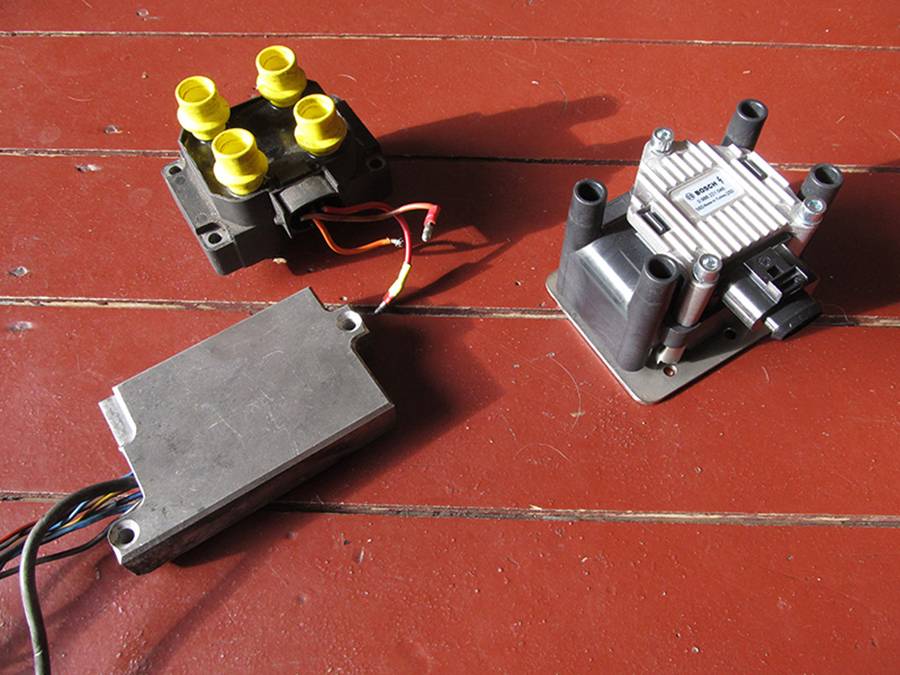
Dan zijn we, tot slot, beland bij de elektronica. De MS1-controller (links), de hersenen van de motor, heeft tien jaar trouwe dienst bewezen. Peter overtuigde me dat dit het moment is om over te stappen op MS3Pro. Wederom een fikse rib uit mijn lijf.
Om niet helemaal failliet te gaan moest ik m’n eerste blok verkopen.

Ik sloot een goede deal met Kevin, van KB USA Parts: hij heeft ‘m gecheckt en doorverkocht aan een klant. Iedereen blij.

Terug bij de elektronica: de MS3Pro.
De voordelen ervan zijn bijna teveel om op te noemen. Toch noem ik er een paar: waterdicht, vibratiebestendig, sequentiële injectie, traploze water-methanolinjectie, tractioncontrol.

Via Skype overlegden Niels (linksboven), Peter (rechtsboven) en ik (linksonder) over de mogelijkheden, en tekenden ter plekke een bedradingsschema (rechtsonder).
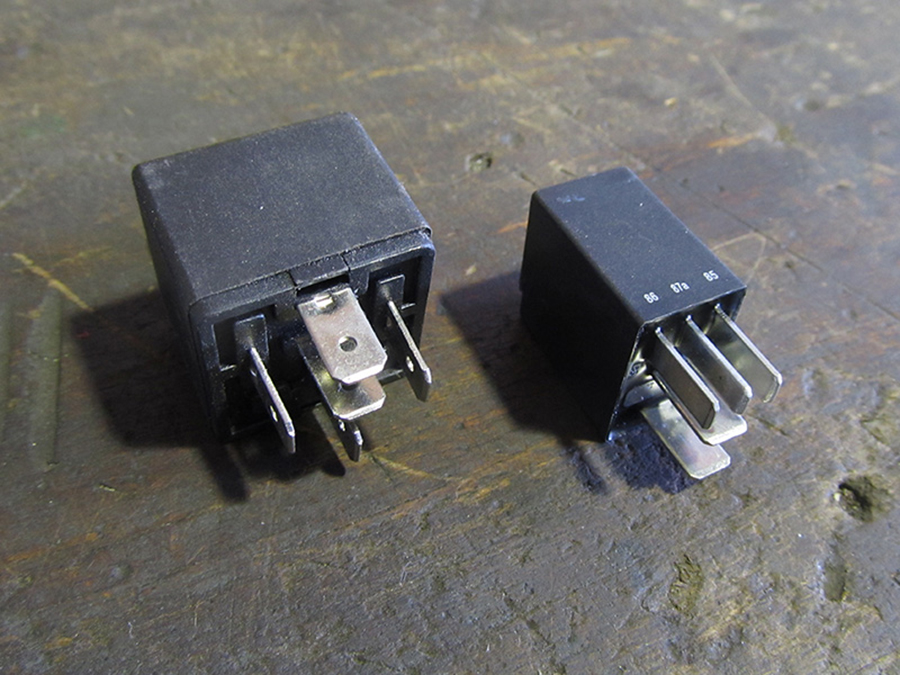
Ook andere elektronische componenten worden vervangen: de nieuwe relais zijn maar half zo groot als de oude.
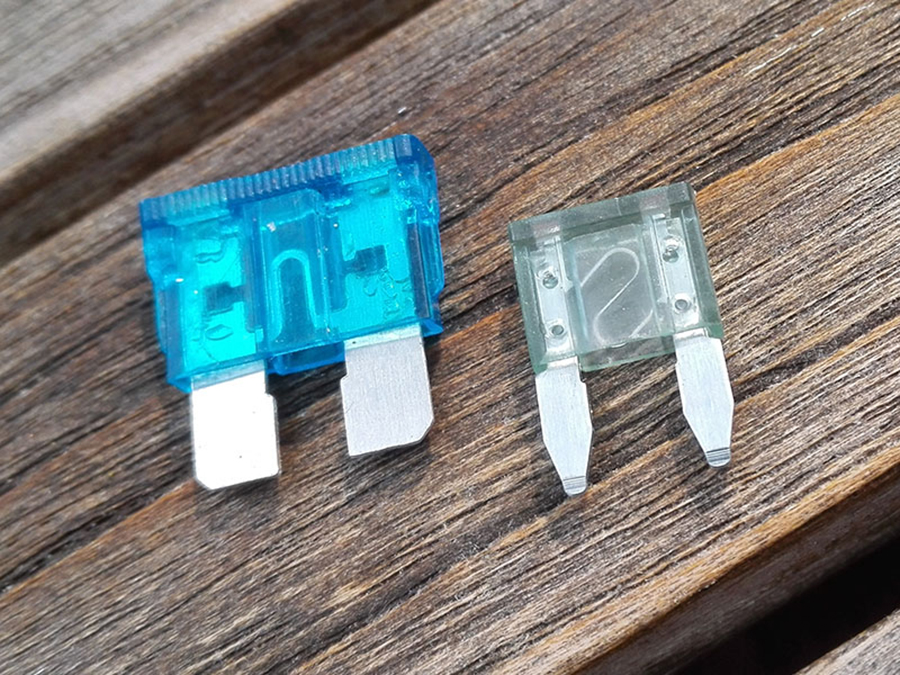
Hetzelfde geldt voor de zekeringen.

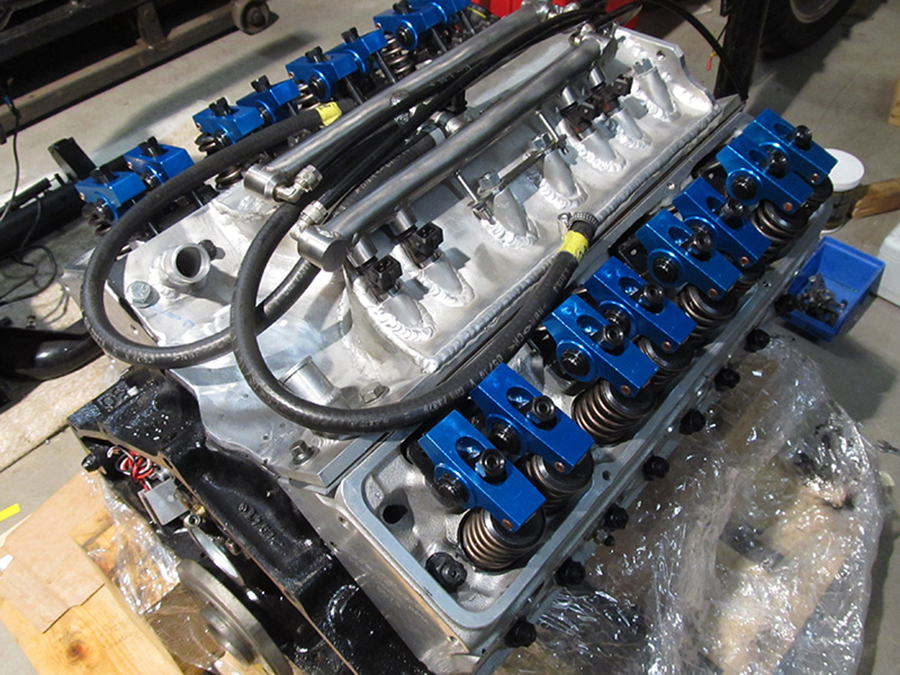
Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.
Aluminium Edelbrock-koppen, wat hightech dragracespullen en het opbouwen kon beginnen.

Het is belangrijk om de exacte specificaties te weten van de bobines, en gek genoeg geeft Bosch die niet vrij. Dus hebben Benno Krabbenborg en ik een testopstelling gebouwd met de bobine, twee voedingen, een oscilloscoop, twee bougies en een zelfontwikkeld printje dat pulsen genereert.
 De testopstelling werkte prima, en dat resulteerde in prachtig vonkende bougies. Vooral afblijven want het gaat hier om ontladingen van ± 20.000 Volt.
De testopstelling werkte prima, en dat resulteerde in prachtig vonkende bougies. Vooral afblijven want het gaat hier om ontladingen van ± 20.000 Volt.

Rondom de motor is de bedradingsfase in volle gang: de oude kabelboom wordt door Peter compleet (!) vervangen. Veel en geconcentreerd werk.
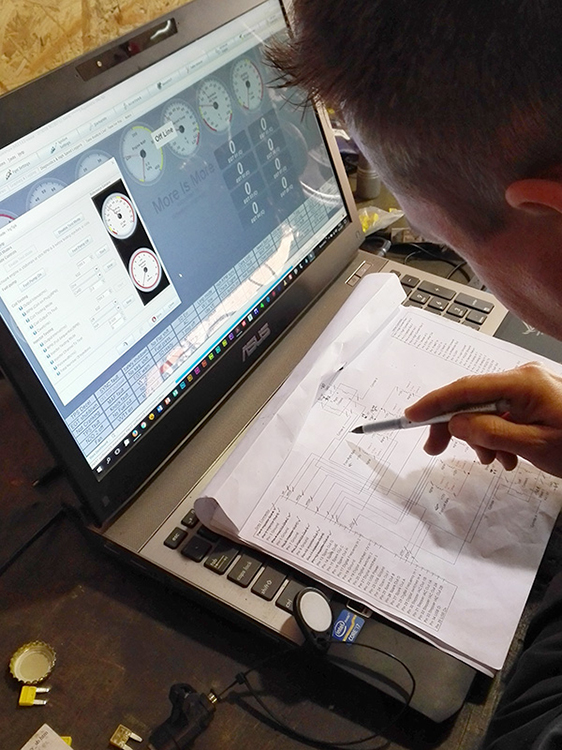 Daarbij hoort ook het continu bijwerken van het bedradingsschema. Het verloopt voorspoedig: met de computer wordt alles eerst grondig getest voordat de motor z’n eerste slag zal maken. Op dit moment is alle bedrading gelegd en zijn er al veel functies gecheckt: het brein is tot leven gewekt.
Daarbij hoort ook het continu bijwerken van het bedradingsschema. Het verloopt voorspoedig: met de computer wordt alles eerst grondig getest voordat de motor z’n eerste slag zal maken. Op dit moment is alle bedrading gelegd en zijn er al veel functies gecheckt: het brein is tot leven gewekt.
 En dat is leuk. Zoals je ziet.
En dat is leuk. Zoals je ziet.
“Tja. En nu?”
– “Gewoon, verdergaan. Nog een beetje draadjes trekken, Dyno-testje, doosje spuitbussen erover, en klaar.
“Echt…?”
– “Nee, natuurlijk niet!”
Lees vooral hier verder :)